Dear Advice & Counsel, While I am familiar with iron and zinc phosphating, my facility is considering the addition of a manganese phosphating line and I am wondering what the differences are. Can you provide me with a “quick read” on the subject? Signed,Mango Dear Mango, Your letter allows me to give a little plug for the upcoming AESF training course on Surface Finishing for Airline-Aerospace Applications. This is a new offering that is presently in production and review. It will be completed and available by the summer of 2011. I have taken the liberty of reproducing the manganese phosphating text from the full lesson on phosphating that is in this new course:
Manganese phosphate coatings are excellent in abrasive wear applications and offer very good corrosion protection as well. Un-accelerated manganese phosphating solutions are used on parts with seams and overlapping surfaces that can trap solution (resulting in corrosion in the presence of accelerants such as nitrates). As far back as 1943, manganese phosphate was found to produce better wear properties when used in combination with lubricants as a coating for running-in of engine/transmission gears. The coating compensates for high/low spots and surface imperfections. With a manganese phosphate coating, engine components run smoothly against each other, with a lower level of vibration and noise. Manganese phosphates are harder than zinc phosphates (about 5 Mho vs. 3.5 for zinc). Figure 1 is a before and after shot of manganese phosphate coated aircraft transmission gears. Manganese phosphates are produced by the chemical reaction of the solution with the steel surface. Steels to be processed for manganese phosphating should not contain more than 6% alloying elements, as above that value the reactivity of the steel in the phosphating solution is lower than necessary to produce the right crystal structure, or enough coating thickness. The phosphating solution The solutions for producing a manganese phosphate are typically proprietary.
Frank Altmayer, MSF, AESF Fellow, AESF Technical Education Director, Scientific Control Laboratories, Inc.
While I am familiar with iron and zinc phosphating, my facility is considering the addition of a manganese phosphating line and I am wondering what the differences are. Can you provide me with a “quick read” on the subject?
Signed,
Mango
Dear Mango,
Your letter allows me to give a little plug for the upcoming AESF training course on Surface Finishing for Airline-Aerospace Applications. This is a new offering that is presently in production and review. It will be completed and available by the summer of 2011.
I have taken the liberty of reproducing the manganese phosphating text from the full lesson on phosphating that is in this new course:
Manganese phosphate coatings are excellent in abrasive wear applications and offer very good corrosion protection as well. Un-accelerated manganese phosphating solutions are used on parts with seams and overlapping surfaces that can trap solution (resulting in corrosion in the presence of accelerants such as nitrates).
As far back as 1943, manganese phosphate was found to produce better wear properties when used in combination with lubricants as a coating for running-in of engine/transmission gears. The coating compensates for high/low spots and surface imperfections. With a manganese phosphate coating, engine components run smoothly against each other, with a lower level of vibration and noise.
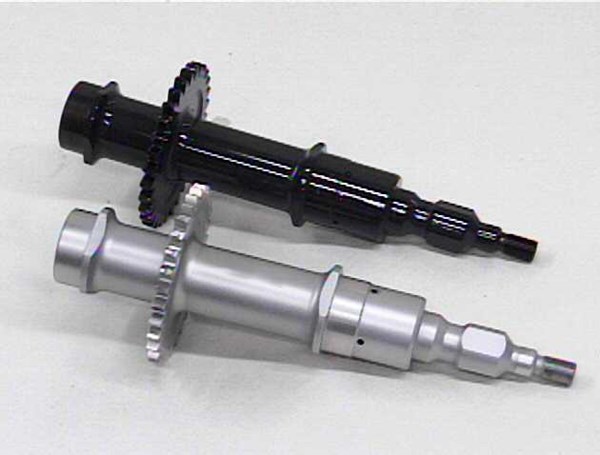
Manganese phosphates are harder than zinc phosphates (about 5 Mho vs. 3.5 for zinc). Figure 1 is a before and after shot of manganese phosphate coated aircraft transmission gears.
Manganese phosphates are produced by the chemical reaction of the solution with the steel surface. Steels to be processed for manganese phosphating should not contain more than 6% alloying elements, as above that value the reactivity of the steel in the phosphating solution is lower than necessary to produce the right crystal structure, or enough coating thickness.
The phosphating solution
The solutions for producing a manganese phosphate are typically proprietary. Basic ingredients and operating conditions are (g/L):
Composition:
Iron(II) ions 0.2 - 2.5 g/L
Manganese ions 10 - 25 g/L
Phosphate ions (as P2O5) 25 - 50 g/L
Nitrate ions 3.0 - 35 g/L
Nitroguanidine 0.5 - 2.0 g/L
Nickel or magnesium ions 0.2- 4.0 g/L
Operating conditions:
Total acidity 11.5-12 points
Free Acidity 2.0 to 2.2 points
Free P2O5/Total P2O5 0.2-to-1
Temperature 96 - 99°C (205 - 210ºF)
Immersion time 15 min
Manganese phosphating solutions are more difficult to control than zinc phosphates. Each operational parameter must be carefully monitored and adjusted accordingly.
Manganese phosphating solutions typically do not provide the best quality of coating from virgin solutions. Artificial aging is conducted at 120 - 160°F. Steel wool or scrap iron is immersed in the solution for about an hour and is then removed. The solution is agitated and adjusted for water content and total acidity before raising the temperature to normal levels. Depending on the supplier and the proprietary process involved, these artificial aging steps may differ somewhat.
Nitrate, nickel and nitroguanidine are accelerants in the process, while magnesium is a crystal modifier. The actual composition of a manganese phosphate coating will change as the solution ages. Initially, the solution produces both secondary and tertiary phosphate. But as the solution ages, the crystals become essentially all tertiary phosphates of nominal composition: (Mn,Fe)5H2(PO4)4•4 H2O.
The (ferrous) iron content needs to be controlled in the range of 2.0 - 4.0 g/L. High levels can be reduced by the addition of hydrogen peroxide, while low levels are typically treated by introduction of scrap iron (usually in the form of steel wool).
The total and free acidity are determined using acid-base titrations prescribed by the manufacturer of the process. The values may vary somewhat based upon the supplier of the process. Free acidity needs to be carefully controlled, as a high level will typically result in etching of the part(s) and will typically produce a loosely adherent, off color, rough or sludgy coating which can be wiped off.
Excess free acidity can be readily detected by observing the level of gassing occurring during the coating step. Gassing should cease before 15 minutes elapses. If the part continues to gas, remove it and process it as a reject. The solution should then be treated to reduce the free acidity.
High iron in the solution may be due to processing too many square feet per gallon or from failure to monitor/control the iron content. High iron can cause an incomplete, non-adherent coating or a coating that offers poor wear resistance. The part may evidence etching, become off-color (light gray), or may be thinner than normal. High iron is treated by adding peroxide to produce ferric sludge. The amount of iron removed at one time should not exceed 0.05%.
The iron content can be verified via a laboratory titration. The presence of iron can also be detected using test papers available from process supplier companies. The paper turns pink indicating the presence of iron. If no iron is detected by the paper add an 60 g/L (8.0 oz/gal) solution of potassium permanganate in small portions at a reduced temperature of around 65°C (150ºF). Stop adding the permanganate when the solution turns a slight pink color. Then add iron concentrate or steel wool to bring the iron back to normal concentration.
Process sequence
The processing sequence for manganese phosphate coating is similar to the other systems, except that each step is much more critical to control, especially in applications with components that must meet strict tolerance limits. A common cycle is:
1. Clean
2. Water rinse
3. Condition (optional)
4. Phosphate
5. Water rinse
6. Post treat (required only for corrosion resistance)
7. Dry (not required if a water soluble oil is to be applied)
8. Application of lubricant (oil).
In the absence of a conditioning step, strong alkalis and acid pickling should be avoided as the rough surface produced may yield a coarse crystal structure. Solvent cleaning or very mild alkaline cleaning is preferred. Strong cleaners and acid pickling can be used in conjunction with a preconditioning solution consisting of a suspension of extremely fine-ground manganese phosphate. The preconditioning suspension requires well controlled agitation to keep the particles from agglomerating. After the preconditioning step, parts are not rinsed and are immersed in the phosphating solution as quickly as possible.
After drying, the treated components may be lubricated with a mineral oil, proprietary dry lube (molybdenum disulfide) or graphite lubricants.
Each proprietary manganese phosphating process will have specific instructions for conducting the phosphating step. In general, the parts are immersed until the phosphating solution stops gassing or for the length of time previously determined to yield the desired results. As a matter of rule, if immersion exceeds 15 minutes, parts may become etched instead of phosphate coated, so control over the immersion time is critical.
The actual coating weight obtained depends on a number of factors including the type of steel, its surface condition and the processing steps used to prepare the parts prior to immersion in the phosphating bath.
As with zinc phosphates, sealing processes are available to enhance the corrosion protection obtained from a manganese phosphating process. If the parts are to be operated in a lubricated environment such post treatment steps can be omitted.
Chandler Mancuso, technical director with MacDermid Envio discusses updating your wastewater treatment system and implementing materials recycling solutions to increase efficiencies, control costs and reduce environmental impact.
According to Custom Fabricating and Supplies, a cleanroom is ideal for converting, die cutting, laminating, slitting, packaging and assembly of medical-grade products.