





Precision is often key to a successful and profitable production process. When precision is not present, production costs and time can increase, as well as frustrations. Impeccable accuracy is created by implementing quality equipment and sometimes solutions that are custom-built for a specific application.
Jason Meredith learned this after the paint flow rates for the shock absorber paint line at Thyssenkrupp Bilstein of America Inc. (Hamilton, Ohio), where he is the advanced coatings engineer, had been reduced so drastically that his previous paint proportioner unit could not precisely control these lower flow rates.



After integrating Intelliflow RF2 from Carlisle Fluid Technologies, Bilstein has experienced dramatic paint savings as well as time and labor savings. These benefits are the result of the equipment’s preciseness.
“This is the most precise delivery system I’ve ever used,” Meredith says. “We use extremely tight tolerances on what we’re doing here, and it can handle these paint specs.”
Other advantages of the new system include a touchscreen control panel that makes operating the machine simple and training easy, Meredith adds. It also enables the flexibility of on-the-fly adjustments, and collects, records and downloads process data in real-time.
Shocks to the system
Prior to discovering Intelliflow, Thyssenkrupp Bilstein revamped its conveyor system in the disc painting application for the 10,000 shock absorbers it paints daily that yielded excellent results, but at the same time, caused
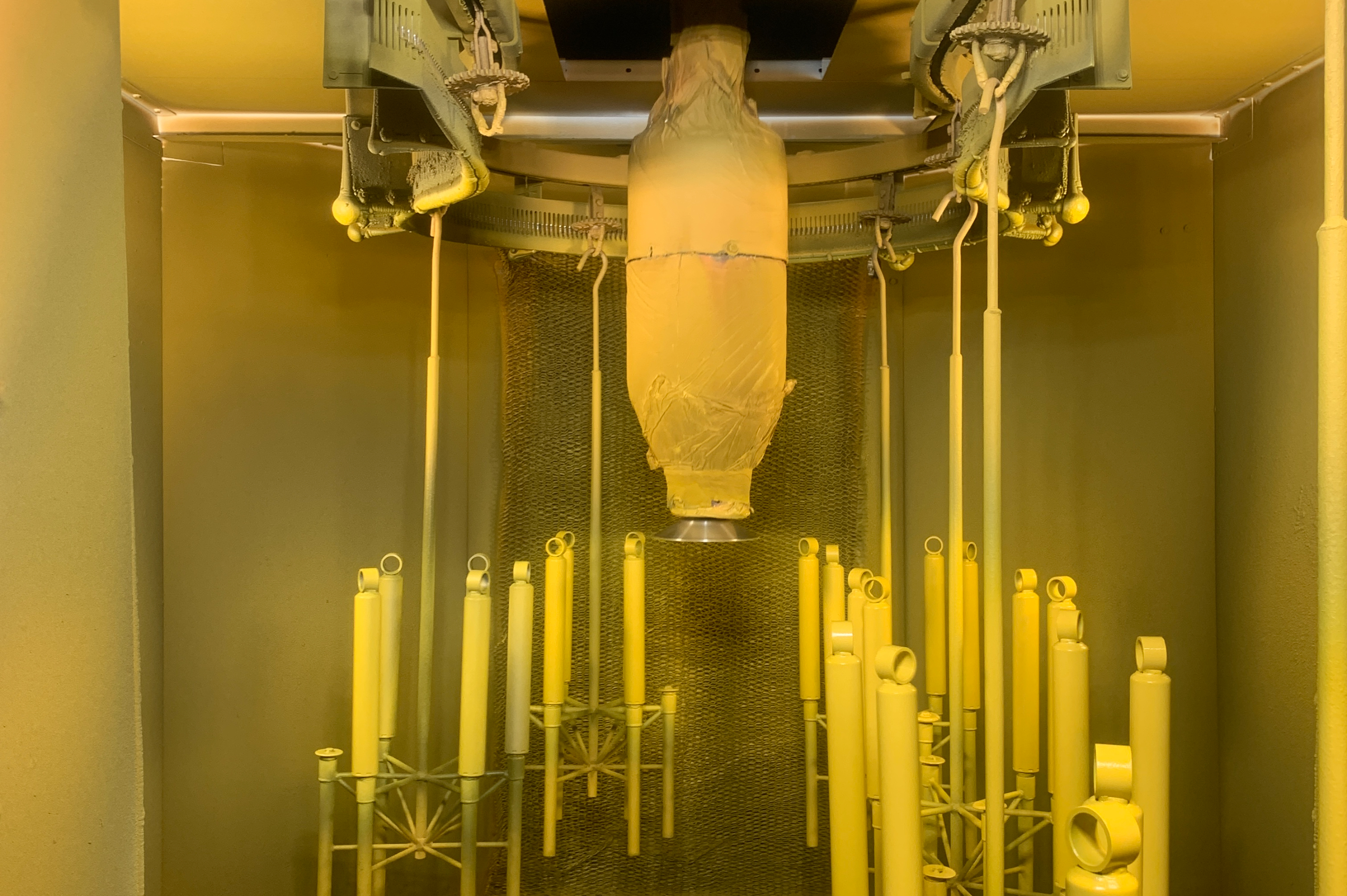
Bilstein uses a disc paint application to coat 1,000 shock absorbers per hour, consuming about 40 gallons of paint per day. Photo Credit: Products Finishing (all images)
problems that needed to be addressed immediately. The company assembles and finishes “smart” shock absorbers — which contain sensors and other characteristics that make them difficult to paint — for high-end automobiles from OEMs such as Chrysler, Toyota, Ford, Lucid and Mercedes.
Keeping in mind the tight tolerances and other painting challenges these parts present, as well as environmental and budget considerations, Meredith collaborated with the company’s long-time distributor, Billy Meyer, systems sales engineer at American Industrial (an OTC company), to implement continuous improvement ideas.
To cut costs by reducing paint usage and volatile organic compounds (VOCs), Meyer modified a conveyor at Bilstein that reduced its loop spray zone diameter from 5 feet to 4 feet, enabling the shock absorbers that were being painted to be closer to the disc applicator. The adjustment, which took a couple of weeks, resulted in a 40% reduction in paint usage. It also reduced VOCs by 15%, which equates to two tons per year.
However, these notable improvements were accompanied by unforeseen problems with the existing proportioner’s inability to control the greatly reduced flow rate; it could not control Bilstein’s unique third component required to make its paint more viscous — 10% (12-cc) water to a 120-cc flow rate. Most paint systems contain two components/channels — a catalyst and resin — whereas Bilstein’s process uses a three-component material (resin/catalyst/water).

Jason Meredith, advanced coatings engineer, appreciates how user-friendly Intelliflow is. Its touchscreen control is intuitive and illustrates everything happening on the machine in real time, including tolerances and the amount of material flowing to the paint discs in the booth.
Controlling the flow
The previous equipment’s lack of precision forced them to continue with their research to fix the problem. That was around the time that Carlisle released Intelliflow, a new proportioner designed for almost any applicator system, including stationary, reciprocating, flatline and robotic.
After some discussion, Meredith and Meyer worked together to run trials on the Intelliflow RF2. The new system, available to the market in April 2022, can run flow rates as low as 10 cc/min per channel.
Because both parties were pleased with the trials’ outcomes, Meyer and a team at Carlisle installed the new unit in Bilstein’s paint line. Since then, between paint and labor, the company has experienced a total savings of about 14% as well as 106 hours per year in time savings through reduced color change cycle times.
The unit they chose comes with inlet pressure regulation, solvent and air chop valves on color stack, two high-resolution gear flowmeters, a piston-style flowmeter, three regulators that enable closed-loop control and a flushable mix block. The machine controls how much fluid/paint is flowing, how quickly it is flowing, and then is metered to make sure the application is supplying enough material at the right ratio. It makes continuous adjustments to that flow in order to deliver the appropriate flow to the paint gun, explains Corey Sorrento, global product manager at Carlisle Fluid Technologies.

Bilstein uses the manual spray booth to reinforce recessed areas of the shock absorbers not coated during the electrostatic disk application.
Mixing materials in real time is a unique characteristic of the unit. “The unit is constantly flowing resin, catalyst and water, instead of dosing a little at a time,” says Tom Brown, supervisor of project engineering at Carlisle Fluid Technologies. “This method is more consistent right from the get-go and can be monitored on the control screen.”
Also, by continuously mixing, the internal volume of equipment can be smaller, explains Jacob Fortmeyer, SBU director - auto refinish at Carlisle. “Every time we make a color change, that’s less material waste that has to be flushed out,” he says. Therefore, Intelliflow enables faster flushes and less material usage.
“Most companies wouldn’t have the ability to control such a low flow rate that we require, but the machine performed really well, and we liked the ease of operation of it,” Meredith says. “The main point was it was going to deliver those flow rates and control it. We have future plans to reduce those rates even more.”
The unit had to be custom-configured for Bilstein’s challenging application because there is not a machine on the market that could handle the low flow requirements on the third channel, according to Meredith. To make this adjustment, he says at first there were some growing pains, but between Carlisle’s engineers and OTC/Engineered Systems Group, it did not take them long to develop a solution.
“Carlisle helped us, and we helped them develop something they didn’t have before our application came about,” Meredith explains.
The caged application
Because of the electrostatic disk application with the three-component water borne material, an isolated fluid supply is required. To prevent operators from coming in contact with the electrostatically charged materials, a grounded metal cage with an interlock entry door is used for safety.
Bilstein’s shock absorber paint line is the one and only paint line at the plant, and it runs 24/7 most days. It consists of the disk, Intelliflow, four paint colors, water and catalyst and fluid hardware, all on an isolation stand within the isolation enclosure. The manual spray booth close by is used as required to paint recessed areas of the shock absorbers not coated by the disk system.

Because the application requires electrostatic painting, the barrels of material where the electrostatic process occurs are surrounded by a grounded chain-link cage to keep the operator safe.
Once Carlisle determined how the system would be built, the rest of the application was simple, Brown says. “It was plug-and-play; you take air to it, you take the cables to it, you plug in everything and then it runs material out to the disc as it did before the Intelliflow integration.”
Once the system was tweaked for Bilstein’s application, Meredith says the unit provided a smooth start up, and no problems have been reported.
Making the change with flying colors
According to Meredith, Intelliflow offers many benefits, but a surprising one was that color change times were cut in half. Prior to integrating the new

From load to unload, Bilstein’s shock absorber finishing process takes two hours and includes cleaning, an eight-step pretreatment process, painting and curing of each part.
system, he says it was necessary to flush all three channels of the system, which would take 20 minutes and included removing the disc, washing the paint off, reloading the paint and putting on a new disc. But now with the new unit, operators have the ability to flush only the resin channel.
“All of our paints share the same catalyst,” Meredith explains. “So before, we would flush that catalyst and all those lines in the system. But now we leave the catalyst loaded, flush the paint only, and then reload the paint.”
This dropped color change time down to about 9 minutes, which is around 160 or so hours a year that was gained in runtime at Bilstein.
The shortened time change provided the plant with more flexibility than it had in the past. Meredith says he used to hesitate to make a color change unless he had a high number of parts to paint. Otherwise, it was not worth the 20-minute changeout time.
Although the Bilstein application only requires four main colors — black, yellow, silver and red — the Intelliflow RF2 contains solenoids for up to 12 colors and four catalysts.
The touchscreen interface
Bilstein’s semi-automated paint line is run by four different skilled operators that rotate between running the booth and hand spraying. The operators appreciate the intuitive touchscreen interface of Intelliflow. The full-color 15-inch touchscreen, according to Meredith, is easy to learn and makes training simple for even an unskilled operator.

The Intelliflow’s controller technology, which is a soft programmable logic controller (PLC), is like PC-based architecture. It contains more functionality and customization capabilities compared to other PLCs. The unit also captures, records and downloads data that makes taking inventory easy.
The system’s new controller technology, called a soft programmable logic controller (PLC), is like PC-based architecture, so there is more functionality and customization capabilities, Fortmeyer explains. The screen itself is made with high strength glass that is solvent resistant as well. As far as the software is concerned, Fortmeyer says Carlisle continues to add new features with new updates.
Meredith is impressed with the functionality of the PLC, including the live data display that illustrates the process in real time. It also provides fault notifications and sends out warnings for hard and soft faults. It also gives recommendations for potential problems that help the operator to troubleshoot.
The primary operation screens show only the information needed alongside a suite of customization options to tailor the equipment to a process. The gages
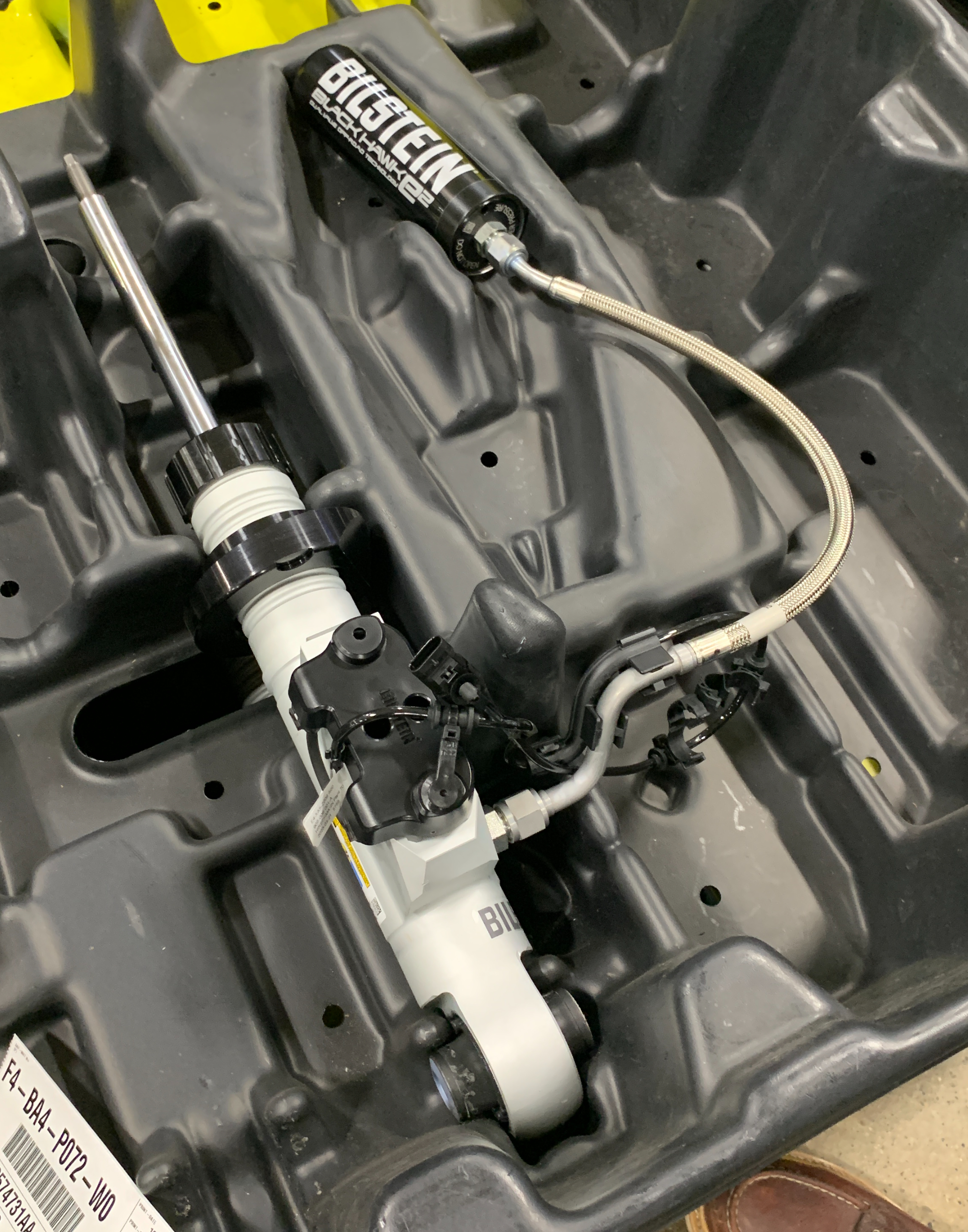
This shock absorber is in its complete version prior to being shipped to the customer.
displayed on the interface show the operator the material that is flowing on every channel, and adjustments can be made on the fly without having to stop the line.
Data reporting
Besides all these useful features for the operator, Intelliflow’s PLC collects, records, downloads and trends data, which is useful for Meredith when taking inventory and for producing Environmental Protection Agency reports. The system can illustrate a total flow between the three channels or can break it down per day, week, month or year and records that data.
This is much more efficient than the time-consuming process used prior to Intelliflow, when Meredith went through the purchase order database to count every gallon of paint the company consumed or purchased for the year.
Brown says the unit also measures how much solvent and waste are used.







Related Content

TTX’s Automated Conveyor Carrier System Offers Wireless, Flexible Operation
ACC system designed for reliable, consistent point-to-point movement of everything from small to heavy parts.
Read More
Shedding Light on Surface Inspection
State-of-the-art reflector-based lighting system improves luminosity and ergonomics for surface inspection tasks while reducing energy usage.
Read More
Surface Prep Solution for Rusted Rebar in Concrete
Julie Holmquist of Cortec Corporation discusses passivating corrosion on rebar and other reinforcing metals.
Read More
Masking Solutions Provider CFS Dramatically Expands Capabilities and Capacity
Custom Fabrication & Supplies (CFS) completed a new plant expansion packing 10 times the capacity into twice the space. It dramatically enhances the supplier’s custom capabilities to provide extremely precise and cost-effective masking solutions.
Read MoreRead Next

Smart Automotive Paint Booths: Embracing Industry 4.0
Automation, digitization, connectivity, remote process management tools help automakers, suppliers paint parts, vehicles at lower cost, reduced carbon footprint.
Read More
Robots, AI and Superb BMW Surfaces
There isn’t an automotive paint shop in the world that doesn’t have post-paint inspection and defect processing. But BMW is doing this with levels of technology at a plant in Germany that exceed all other paint shops in the world.
Read More
Justifying Investments in Automation and Smart Solutions
Corey Sorrento of Carlisle Fluid Technologies discusses the long-term benefits and payoffs for investing in AI-driven technologies for your paint line.
Read More