An Investigation of the Effect of Nile Blue on the Electrodeposition of Nickel on Brass From a Watts Type Bath
In this paper specimens of brass (65% Cu - 35% Zn) were nickel electroplated in a Watts type bath with or without the addition of a suitable concentration of cationic dye Nile Blue. Electrochemical methods, SEM/EDS and XRF techniques were used in this study in order to evaluate the effect of this dye on the nickel electroplating process. The dye shifts the potential of nickel deposition to more negative values, decreases the current density under potentiostatic conditions, resulting in a lower rate of formation of nickel deposits, improves the macro- and micro-throwing power, as well as the cathodic current efficiency of the bath, increases the brightness of the nickel deposits and reduces the grain size.
R. Stamatina Theohari, Technological Educational Institute of Athens
Nickel electroplating of metals is one of the most important industrial processes in the area of metal finishing. Organic compounds in small concentrations are added to nickel plating baths for a variety of purposes as for example, improving their macro- and micro-throwing power (TP), which is essential from an economic point of view as well as assuring the performance of the coatings. Among these organic compounds, certain leveling agents and brighteners have found extensive use in the galvanotechnic industry.1 They are all able to fill in macroscopic scratches, to fill in the microvalleys (the recesses) rather than add to the micropeaks, to reduce the grain size of the deposits and to give a mirror-like luster to the surface of the specimens. A number of papers have been published on the improvement of different properties of nickel electrodeposits from Watts baths with or without organic additives.2-6
In this work an attempt was made to use the cationic dye Nile Blue (C.I. 51180) as an additive in the Watts bath. The dye is an oxazine derivative which has a characteristic positive charge, a fraction of which is on the two auxochromes.7It moves under the influence of the electric field, at rates depending on the applied voltage, to the cathode, which is anodized aluminum, penetrates the oxide layer and it is localized mainly at the bottom of the pores, according to the Buchmeier-Brodalla patent.8 Besides, it was found in the paper of Farmer and Muller9 in our previous papers10-12 that it influences the electrochemical reactions during electrolytic coloring processes.
The influence of the dye Nile Blue (NB) during the electroplating of nickel on brass was investigated under the optimum working conditions (i.e., voltage, bath agitation, appropriately elevated temperature, cathode-anode separation and Watts bath composition). Potentiostatic, galvanostatic and potentiodynamic electrochemical methods were used for this purpose. Scanning electron microscopy (SEM) with EDAX facilities was also used in order to study the quality and the grain size of the deposits. The thickness of the nickel deposits was measured by the use of x-ray fluorescence (XRF) and a Fischer Permascope ES (magnetic type). An Erichsen mini-Glossmaster was also used for the measurement of the brightness of the deposits.
Experimental details
Pretreatments
Brass specimens (alloy 65% Cu - 35% Zn) of dimensions 3 × 5 cm underwent the following pretreatments: immersion in a 1:1 HNO3 solution for 60 sec at room temperature, degreasing in acetone for 60 sec at room temperature and etching in a solution containing 85% H3PO4 and 15% HNO3 for 30 sec at a temperature of 80°C.1 After rinsing in deionized water and drying in a stream of air at room temperature, the specimens were stored in a desiccator.
Electroplating
Nickel was plated from a Watts type bath containing 270 g/L NiSO4•6H2O, 70 g/L NiCl2•6H2O and 40 g/L H3BO3 in deionized water. The simple Watts bath as well as Watts baths containing different amounts of the additive Nile Blue A Sulfate (C.I: 51180) were studied.
Nickel coatings were deposited under potentiostatic or galvanostatic conditions, using a constant voltage (3.0 V) or constant DC current (40 mA/cm2) applied by a computer-controlled DC power supply (Delta Elektronika E 015-2), while the current-time or voltage-time transients, respectively, were recorded by the computer via a multimeter (Keithley 2000, ±0.025%), at 50±0.5°C under agitation with a magnetic stirrer (SB-162 Stuart). For five measurements the standard deviation of the method was ±2%.
As working electrodes, the pretreated specimens were used. A nickel metal plate (99.9% purity) was used as the anode. Both electrodes were vertically set in a cell 500 mL in volume.
The pH of the Watts bath was adjusted to 3.5 (if it was necessary) by addition of either concentrated H2SO4 or NH4OH. It was measured by a pH meter (827 lab Metrohm).
Potentiodynamic measurements were conducted with an EG&G Μ352 Versastat Galvanostat/Potentiostat in Watts baths with and without the additive, with a scan rate of 25 mV/sec, at pH 3.5 and temperature 50 ± 0.5°C. The reference electrode (Ag/AgCl) was connected in a convenient cell with a working electrode area 3.14 cm2 using a Luggin capillary and two rods of graphite as counterelectrodes.
Measurements
SEM observations of the surface of the pretreated specimens before and after electroplating for 1.0, 3.0 and 20 min were conducted using a JEOL JSM-5600 SEM with EDAX facilities (Oxford Link Isis 300 EDS system) with the suitable software (Oxford SEM-Quant). The standard deviation of the quantitative analysis of the specimen surfaces was ±15%.
An Erichsen Mini-Glossmaster 507-M 60° (±2%) was used for the measurement of the brightness of the nickel deposits, according to DIN 67530, ISO 2813, BS 3900-D5, ASTM D523-08 and ELOT 725. The standard deviation of the method, using three experimental measurements, was ±5%.
XRF was used for the measurements of the thickness of thin nickel deposits (0.5 - 5.0 μm).13 A Helmut Fischer Permascope ES was used for the measurement of the thickness of thick nickel deposits (8 - 30 μm).
The cathodic current efficiency CCE% was calculated from the Faraday’s equation:
(1)
where mExperimental is the mass of the deposited nickel at the electrode and mFaraday is the theoretical amount derived from the Faraday’s law:
(2)
where M is the molar mass of nickel (M = 58.71), Q the total electric charge passed through the solution, n is the valence number of nickel ions, and F = 96484.56 Coul/mol is the Faraday constant.
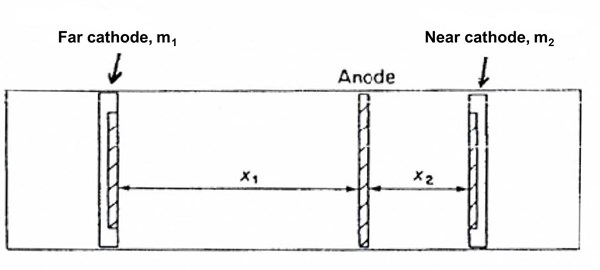
The throwing power (TP) measurements were carried out in a Haring cell.14,15 In this apparatus, two interconnected cathodes are plated with an anode, which is closer to one cathode than the other as illustrated in Fig. 1. For the given, in this work, plating optimum conditions, x1 is the distance to the far cathode and x2 is the distance to the near cathode, while the weight gains of the respective cathodes are m1 and m2.
Figure 1 - Haring cell for the measurement of throwing power of the Watts bath.
Having taken all the measurements, the Field’s formula quotes throwing power (T.P.) as follows:
(3)
The Field’s formula produces values from -100% to +100%. When no metal is deposited on the far cathode the T.P. should be -100% and when the T.P. is “perfect,” it takes the value of +100%.
Results
Potentiostatic and galvanostatic measurements
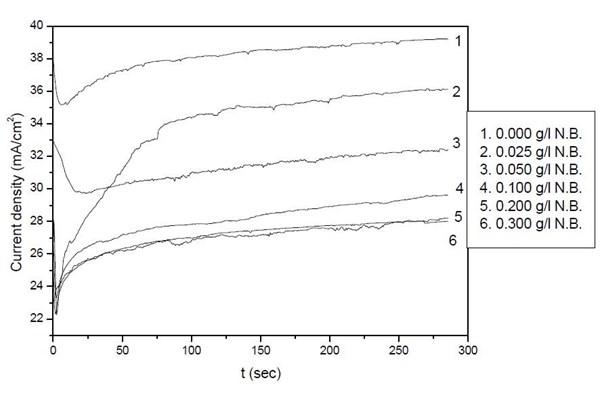
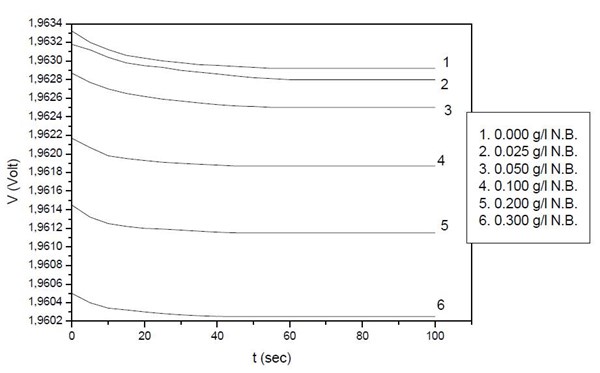
The study of the current density (Fig. 2) or voltage (Fig. 3) transients during nickel electroplating for 5.0 min shows that a gradual decrease of current density or a gradual increase of voltage at near steady state was obtained as the concentration of Nile Blue (NB) in the bath was increasedto 0.1 g/L.
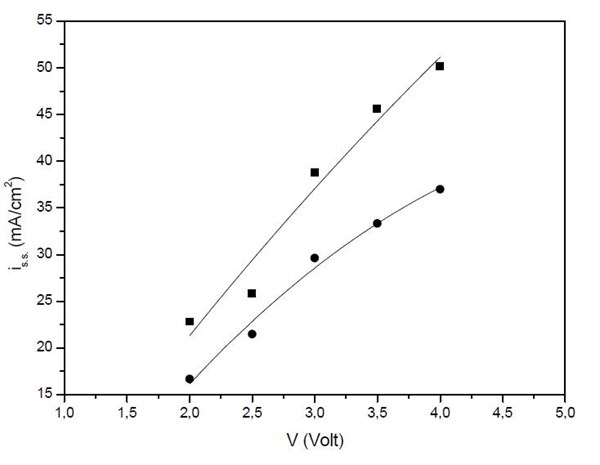
It also appears in Fig. 4 that the depressing action of 0.1 g/L NB on the current density is facilitated by the increase of the applied voltage for potentiostatic electroplating in the 2.0 - 4.0 V range.
Figure 2 - Current density - time transients, using a brass cathode during the electrodeposition of nickel from a Watts bath, containing different concentrations of the additive Nile Blue, at 50°C, pH 3.5, stirring rate = 2.5 scales and applied voltage 3.0 V.
Figure 3 - Applied voltage as a function of time, using a brass cathode during the electrodeposition of nickel for 5.0 min, from a Watts bath, containing different concentrations of the additive Nile Blue, at 50°C, pH 3.5, stirring rate = 2.5 scales and applied current density = 40 mA/cm2.
Figure 4 - The influence of the applied voltage on the current density, at the almost steady state condition, during the nickel electrodeposition for 5.0 min, on a brass cathode from a Watts bath, in the absence (■) or in the presence (●) of 0.1 g/L Nile Blue, at 50°C, pH 3.5, stirring rate = 2.5 scales.
Potentiodynamic measurements
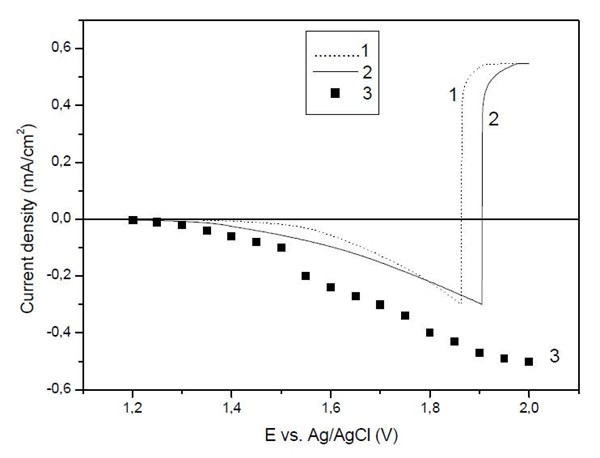
Figure 5 represents the current density versus the applied potential measured by reference to a Ag/AgCl electrode in the Watts bath used in this study at 50°C, pH 3.5 with and without 0.1 g/L N.B.
Figure 5 - Evs.i curves for brass during nickel electrodeposition from a bath containing (1) 270 g/L NiSO4•6H2O; 70 g/L NiCl2•6H2O and 40 g/L H3BO3 or (2) 270 g/L NiSO4•6H2O; 70 g/L NiCl2•6H2O; 40 gL H3BO3 and 0.1 g/L Nile Blue and (3) 40 g/L H3BO3 and 0.1 g/L Nile blue, with a voltage sweep rate of 25 mV/sec, at 50°C, pH 3.5.
For the Watts bath without Nile Blue (Line 1 of Fig. 5), an anodic current appears in the range E = -1.2 V to -1.86 V, which implies that an electro-oxidation reaction, i.e., the dissolution of zinc, is the predominant process at this stage. The dissolution of zinc was confirmed by a qualitative test,16 which demonstrated the presence of Zn+2 in the Watts bath after the process. Then a sharp rise of the current in the cathodic range, due to an electroreduction reaction, i.e., the reduction of nickel cations, is observed at E = -1.86 V.
When 0.1 g/L NB is added in the Watts bath (Line 2 of Fig. 5), the anodic current is observed in the potential range E = -1.2 V to -1.91 V and the absolute values of this current increase in comparison with the curve for the absence of NB (Line 1 of Fig. 5). Then a sharp increase of current in the cathodic range in the presence of NB is observed at E = -1.91 V. This potential shifts toward a higher negative value in the presence of NB (E = -1.91 V) than in its absence (E = -1.86 V).
In the absence of nickel salts in the bath (Line 3 of Fig. 5), the anodic current is even higher and a sharp increase of current in the cathodic direction is not observed, since nickel cations are absent.
The Tafel equations derived from the cathodic part of the curves in the range of potentials E = -1.86 V to -2.0 V are: n = 1.32 - 1.12 log i in the absence of NB and n = 0.89 - 0.36 log i in the presence of NB. Thus an increase of the slope of the curve is observed in the presence of the additive.
Macro-throwing power (T.P.) measurements
The T.P. of a solution is related to the ability of the electrolytic bath to produce electrodeposits of more or less uniform thickness on the cathodic profiles on either the macro- or micro scale and depends on the composition of the electrolytic bath and mainly on the kind of the additive present.1The term “macro-throwing power” refers to the ability of the bath to produce uniform deposits on large scale profiles. Quantitative data in macro-throwing power may be obtained in the Haring cell.14,15
Nile Blue at 0.1 g/L concentration improves the macro-throwing power of the bath by 225%, according to the measurements in the Haring cell (Table 1) influencing the secondary distribution of current density on the specimen. The standard deviation was ±1% for four measurements.
Table 1 - Results of the measurements of throwing power (with the Haring cell) of a Watts bath containing 270 g/L NiSO4•6H2O; 70 g/L NiCl2•6H2O and 40 g/L H3BO3 in deionized water, with and without 0.1 g/L Nile Blue, at 3.0 V, pH 3.5 and 50±0.5°C.
Watts bath
x1(cm)
x2(cm)
m1 (g)
m2 (g)
T.P. (%)
Without Nile Blue
6
4.5
3.56 × 10-2
5.94 × 10-2
-33.53%
Without Nile Blue
7
3.5
2.31 × 10-2
6.91 × 10-2
-33.11%
With Nile Blue
6
4.5
3.78 × 10-2
4.30 × 10-2
41.70%
With Nile Blue
7
3.5
3.22 × 10-2
4.56 × 10-2
41.23%
Cathodic current efficiency (CCE%) of the nickel plating bath; brightness and thickness of nickel deposits.
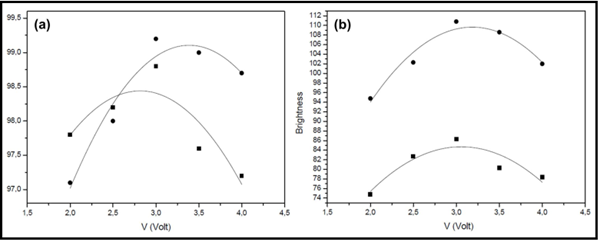
Under the optimum potentiostatic conditions (3.0 V, 5.0 min), the CCE% of the nickel plating bath is high (almost 98%). Further improvement of the already high efficiency is minimal with the addition of 0.1 g/L NB (99.2%). However under galvanostatic conditions (40 mA/cm2, 5.0 min) the low value of efficiency (58%) becomes significantly higher (75.2%) with the addition of 0.1 g/L NB. Also, it was observed that the improvement of CCE% due to the presence of NB increased with increasing applied voltage, as shown in Fig. 6(a).
Concerning the deposit brightness, which is a significant property of nickel deposits, it is improved by the presence of NB. For nickel films obtained potentiostatically, the brightness increased from 86.4 to 110.8 by the addition of NB to the Watts bath, while for nickel films obtained galvanostatically, it increased much more,i.e., from 45.8 to 90.9. Increasing the applied voltage further improved this positive influence of NB on brightness, as shown in Fig. 6(b).
Figure 6 - The influence of the applied voltage on (a) the CCE%, and (b) the brightness of the nickel deposit on brass after 5 min electroplating from a Watts bath, in the absence (■) or in the presence (●) of the additive Nile Blue, at 50°C, pH 3.5, stirring rate = 2.5 scales.
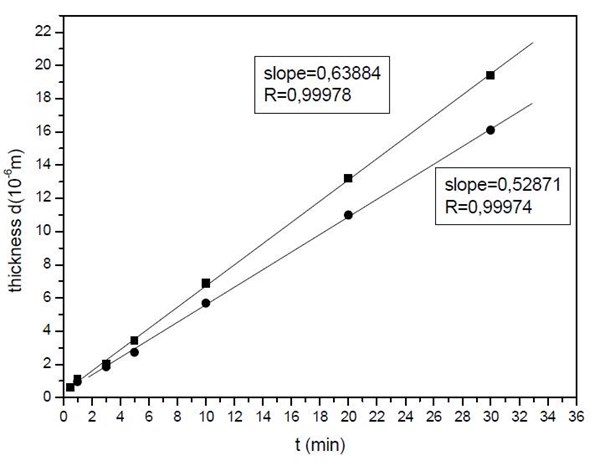
According to Fig. 7, the mean value of the rate of increase of the nickel deposit thickness under potentiostatic conditions (3.0 V) is 0.66 μm/min in the absence and 0.53 μm/min in the presence of NB. The presence of NB causes a 17% decrease in the rate of formation of nickel deposits, which is due to the already observed decrease of current density of nickel electroplating under the above conditions in the presence of NB.
Figure 7 - The thickness of the nickel deposit as a function of electroplating time from a Watts bath, in the absence (■) and in the presence (●) of the additive Nile Blue at 3.0 V, 50°C, pH 3.5, stirring rate = 2.5 scales.
SEM observations
The morphology of nickel deposits in the absence and presence of NB in the electroplating bath was compared by SEM. Atomic ratios of Cu and Zn based on EDAX analysis of a pretreated specimen and of specimens electroplated under the optimum conditions with or without NB for 1.0, 3.0 and 20 min are presented in Table 2 and the corresponding SEM micrographs are shown in Figs. 8 thru 11.
Table 2 - EDAX analysis results of the surface of pretreated specimens of brass electroplated at standard conditions.
#
Electroplating
Conditions
%Ni
%C
%N
%O
%Cu
%Zn
A.R.
Cu
A.R.
Zn
1
No electroplating
---
19.83
14.48
3.36
38.94
23.39
0.62
0.38
2
5.0 min in 40 g/L H3BO3 sol’n.
---
6.48
5.75
0.98
55.84
30.95
0.64
0.36
3
1.0 min in Watts bath
85.74
5.05
5.05
0.60
2.45
1.11
0.69
0.31
4
3.0 min in Watts bath
86.29
5.28
5.28
0.84
1.60
0.71
0.69
0.31
5
20 min in Watts bath
82.89
8.67
7.01
1.17
0.26
---
---
---
6
1.0 min in Watts bath with NB
83.16
4.20
5.25
0.63
4.91
1.85
0.73
0.27
7
3.0 min in Watts bath with NB
88.60
3.93
3.91
0.33
2.50
0.73
0.77
0.23
8
20 min in Watts bath with NB
91.41
3.88
4.14
0.22
0.35
---
---
---
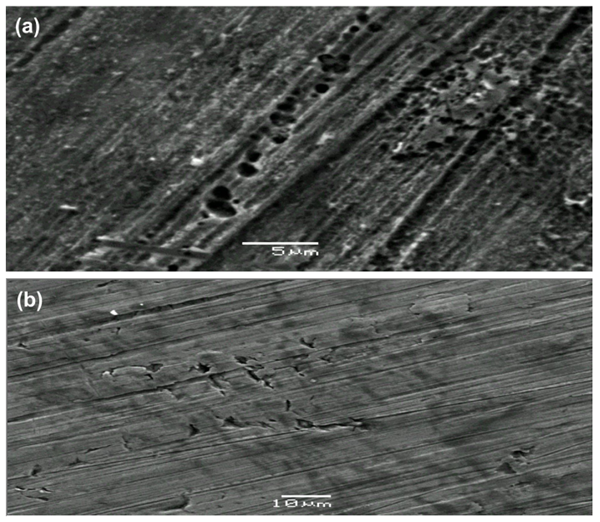
Figure 8 - SEM micrographs of the surface of brass (a) after pretreatment (Table 2, #1)(3500×) and (b) after 5 min of electrolysis at standard conditions in a solution of 40 g/L H3BO3 and 0.1 g/L Nile Blue (Table 2, #2)(2000×).
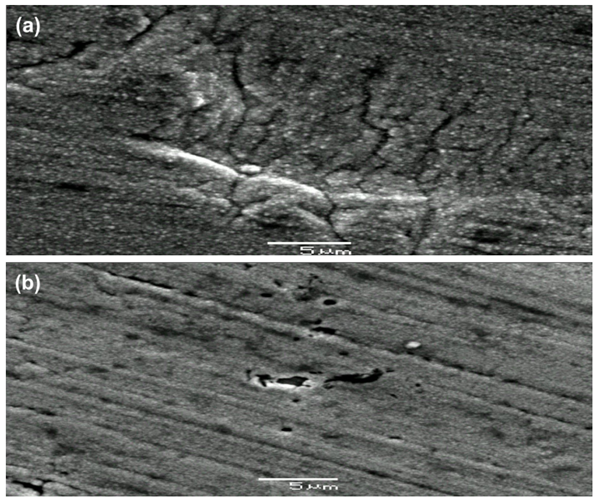
Figure 9 - SEM micrographs of the surface of a nickel deposit on brass after electrodeposition from (a) the Watts bath for 1 min at standard conditions (Table 2, #3)(3500×) and (b) the Watts bath with Nile Blue for 1 min at standard conditions (Table 2, #6)(3500×).
Figure 10 - SEM micrographs of the surface of a nickel deposit on brass after electrodeposition from (a) the Watts bath for 3 min at standard conditions (Table 2, #4)(3500×) and (b) the Watts bath with Nile Blue for 3 min at standard conditions (Table 2, #7)(3500×).
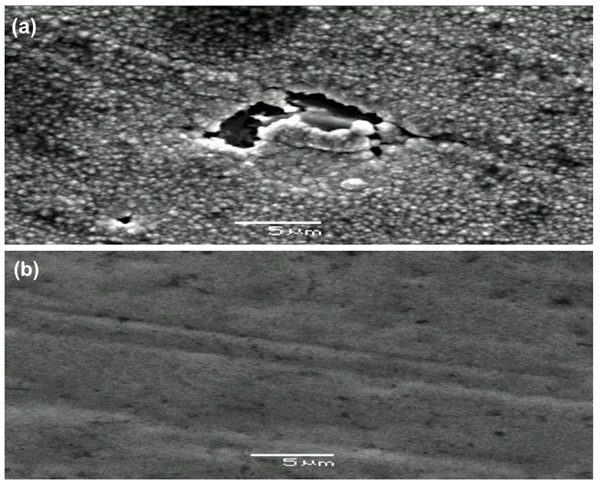
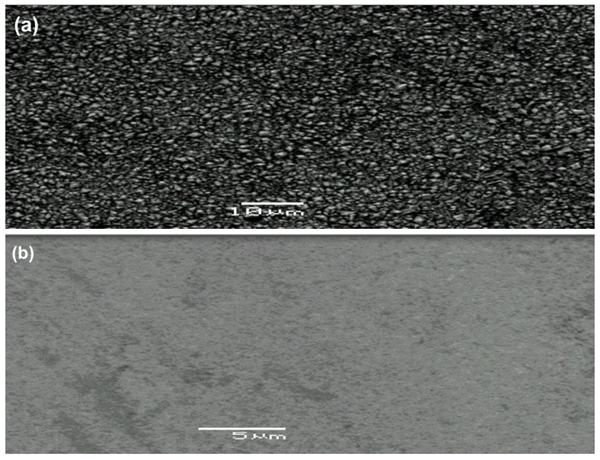
Figure 11 - SEM micrographs of the surface of a nickel deposit on brass after electrodeposition from (a) the Watts bath for 20 min at standard conditions (Table 2, #5)(2000×) and (b) the Watts bath with Nile Blue for 20 min at standard conditions (Table 2, #8)(3500×).
Figures 9(a), 10(a) and 11(a) show SEM micrographs of the electrodeposited nickel obtained from the Watts bath in the absence of the additive. There are deep cracks in the deposits, which are largely spaced with very flat surfaces between the cracks and some small pits are visible which probably indicate the formation of hydrogen bubbles. Large separated grains are also observed after 3.0 min of electroplating.
Figures 9(b), 10(b) and 11(b) show SEM micrographs of coatings obtained in the presence of NB. The deposits are coherent, very smooth, with smaller grain size, and the cracks have generally disappeared. The average size of the deposited grains was measured by using SEM. The data show that after 20 min of electroplating, the average grain size in the presence of NB was about ten times smaller than that without NB.
According to the EDAX analysis of the surface of brass specimens (Table 2), the nickel content was about 8% higher in the presence of NB than in the absence of it after 20 min of electroplating. Besides, the atomic ratio of zinc in the brass, which increased after the pretreatment of specimens, appears to decrease after nickel electroplating and becomes even lower in the presence of NB.
Discussion
According to the results of this paper, it seems that Nile Blue plays a significant role as an additive during nickel electrodeposition from a Watts-type solution. When the cationic dye Nile Blue is added to the Watts bath in suitable concentration, diffusion as well as migration under the influence of the applied electric field to the cathode is expected to take place.
Nile Blue probably accumulates at surface peaks, resulting in greater surface coverage on micropeaks of the surface specimen, which causes a decrease of the active area where nickel electrodeposition can occur. The occurrence of greater surface coverage by the absorbate on micropeaks as compared to valleys changes the local activation polarization for metal deposition.1 Thus the electrodeposition of nickel in the presence of NB takes place at higher potentials under galvanostatic conditions, or in the case of potentiostatic conditions, at lower current densities. This also results in an improvement of the CCE% (which means a decrease of hydrogen evolution) as well as of the brightness of nickel deposits, which become more compact. Further, because metal deposition is inhibited at peaks but not in the valleys, the filling of the valleys produces a smoother surface and a smaller deposit grain size, improving the micro-throwing power of the bath, the brightness of the deposits, as well as the CCE%.1
It seems also that the extent of surface coverage that is expected to influence the molecular orientation of this dye at the electrode surface17 is affected by the concentration of the dye as well as the applied electric field. It was observed that the concentration of NB in the electrolyte plays an important role on the nickel electroplating process. However it was observed that the applied voltage is also important. Thus an increase of applied voltage under certain conditions during nickel electrodeposition favors the positive effect of NB on CCE % and on brightness as well as facilitates the depressing action of NB on the current density during electroplating. As is known,17 an increase of applied voltage influences the electronic excitation of the dye molecules, the extent of conjugation, the polarizability, the aggregation of aromatic ionic micelles in which the ions have face-to-face packing, their drift velocity to the negatively charged electrode, as well as an increase in the number of active sites of the electrode surface which are covered by the absorbate (i.e., NB).
An increase of the slope of the Tafel curve is observed in the presence of the additive at the optimum concentration, which means an improvement of micro-throwing power, i.e., plating into minute recesses.
According to the results in Table 2 concerning the nickel content of the deposits, the nickel deposits are more compact in the presence of Nile Blue,which is in accordance with the observed improvement of CCE% and the smaller grain size of the deposits. From the decrease of atomic ratio of zinc and the results of potentiodynamic measurements, it appears that a zinc dissolution process on the surface of the brass specimens takes place at the beginning of electroplating. The further decrease of zinc as nickel plating proceeds may indicate an inhibition of zinc determination with EDS as nickel is deposited, or an inhibition of zinc dissolution in the presence of nickel. In any case, the presence of NB makes the phenomenon more intensive, since the atomic ratio of zinc becomes even smaller.
Conclusions
Brass specimens pretreated as described herein were electroplated for 5.0 min under potentiostatic conditions at 3.0 V while under galvanostatic conditions at 40 mA/cm2 in a standard Watts type bath in a 500-mL electrolytic cell at 50°C, pH 3.5 and stirring rate = 2.5 scales. Experiments were carried out both in the presence and absence of the organic dye Nile Blue in different concentrations. The evaluation of NB as additive was made through potentiodynamic electrochemical measurements, SEM observations, EDS analysis of the nickel, copper and zinc content of the specimens, measurement of the values of the cathode current efficiency and throwing power of the bath, as well as the thickness and brightness of the deposits. Our conclusions are as follows:
The action of Nile Blue as an additive for nickel deposition was found to depend on its concentration in the Watts bath and the applied voltage.
The sharp increase of current in the cathodic range, during potentiodynamic measurements in the presence of 0.1 g/L Nile Blue in the Watts bath, implies that the nickel deposition shifts toward a higher negative potential than without Nile Blue.
Under potentiostatic conditions, 0.1 g/L Nile Blue in the Watts bath decreases the current density, resulting in a 17% lower rate of formation of nickel deposits. The already-high cathode current efficiency (CCE%) was minimally improved, but the brightness of the electroplated specimens was significantly increased. A further improvement in the brightness and CCE%with Nile Blue was achieved by an increase of the applied voltage in the range of 2.0 - 4.0 V.
In the presence of Nile Blue, the macro-throwing powerwas improved by 225% according to Haring cell measurements. Further, the observed increase of the slope of the Tafel curve and the improvement of the surface smoothness and brightness of the nickel deposits indicated improved micro-throwing power.
Dissolution of zinc at the beginning of electroplating, which increases in the presence of Nile Blue, cannot be discounted.
A more compact morphology and grain refinement of the nickel deposits occurred after 20 min of electroplating, in the presence of Nile Blue, according to EDAX measurements and SEM micrographs.
Acknowledgments
The authors wish to acknowledge Prof. A. Kelepertsis and Mr. E. Michailidis (Department of Geo Sciences, University of Athens) for the SEM observations and Prof. N. Kallithrakas-Kontos (Technical University of Crete) for the XRF studies.
References
1. F.A. Lowenheim, Modern Electroplating, 3rdEd., John Wiley & Sons, New York, NY, 1974.
2. A. Ciszewski, et al., Surf. Coat. Technol., 183 (2-3), 127 (2004).
3. D. Mockute & G. Bernotiene, Surf. Coat. Technol., 135 (1), 42 (2000).
4. M. Troyon, et al., Thin Solid Films, 265 (1), 52 (1995).
16. G.H. Jeffrey, et al. (Eds.), Vogel’s Qualitative Inorganic Analysis, 5th Ed., Longman, New York, NY, 1979
17. R.M. Corn, in Frontiers in Electrochemistry: Adsorption of Molecules at Metal Electrodes, J. Lipkowski & P.N. Ross (Eds.), VCH Publishers, New York, NY, 1992; p. 391-408.
About the Authors
Mr. Pavlos Gondolias is a chemist. He holds a M.S. degree in Chemistry from the University of Athens. His interests focus primarily on the finishing of brass. He has been involved in the metal plating industry in Greece since 1998. He can be contacted at:
S. Theohari
Department of Graphic Arts Technology,
Faculty of Fine Arts and Design,
Technological Educational Institute of Athens,
Ag. Spyridonos Str., 12210 Aigaleo,
Athens, Greece
Phone: +30 210 5385429
E-mail: stheochari@teiath.gr
Dr. Irina Tsangaraki-Kaplanoglou has worked in the University of Athens (Dept. of Chemistry, Laboratory of Industrial Chemistry) her entire carrier, focusing on metal finishing research. She has authored numerous papers on anodizing and coloring of aluminum by various processes, corrosion and electrolytic plating using organic additives. She holds a Ph.D. from the University of Athens. In 2001, she collaborated as an Associate Professor of the University of Athens, with GM’s Research and Development Center. She was also a member of the Scientific Committee of the ASST (Aluminum Surface Science and Technology) in the years 1997, 2000, 2003 and 2006.
Dr. Stamatina Theohari is a chemist. She received her Ph.D. from the University of Athens. She has been involved in the area of surface treatment, coatings, paints and inks in the Technological Educational Institute of Athens since 1997. Her research includes the use of a wide range of organic dyes for the coloring of anodized aluminum by electrolytic methods. She has authored numerous papers on metal finishing, on corrosion, on anodizing and electrolytic coloring of aluminum.
Chandler Mancuso, technical director with MacDermid Envio discusses updating your wastewater treatment system and implementing materials recycling solutions to increase efficiencies, control costs and reduce environmental impact.