Computer simulation of coating processes has made great strides in recent years. Proper design of plating racks, thickness and property distribution of plating systems and the performance of plated coatings on parts can be predicted with uncanny accuracy. Here, the author extends the application spectrum to include the e-coating of automobile bodies.
The struggle for market share - and survival - has forced automotive companies to extend their model range to occupy every niche market, while vehicles are becoming more complex and development time is shortened.
The complexity of vehicles puts extra stress on the development process. Customers take it for granted that new vehicles will have a very high quality and never break down. Twenty-five years ago, some options either did not exist, or were only installed in the premium segment. Some examples include air-conditioning, navigation systems, central door locks, airbags and electrical support (for windows, seats, automatic climate systems, etc.), plus better noise isolation and better crash behavior.
Simulation technology enables the automotive companies to cope with most of these challenges. There simply is no time to develop cars based on “trial-and-error.” Even with intensive simulation usage, some prototypes will remain necessary to perform the last fine-tuning, but the amount of physical tests can be drastically reduced.
One of the advantages of simulations is that the result will be independent of the person who is executing these simulation tasks. This does not imply that experts are no longer required, but major problems can be avoided if, for example, one of your experts leaves the company, resulting in a huge loss of know-how. This is particularly traumatic for those development areas where no simulations are used, certainly in the current climate where the average age of employees is increasing (people retire!), and hiring competent engineers becomes a challenge on its own (Only in Germany are companies looking for 43,000 engineers.).
E-coating
E-coating is basically an electrophoretic process by which a paint layer is deposited on a substrate. This process is widely used for industrial applications, mainly in the automotive industry, due to its excellent corrosion protection properties, low cost and self-leveling effect. E-coatings are mainly used for applying the primer paint layer on a substrate, although it might also be used for the finishing paint layer.
The leveling effect is due to the highly resistive properties of the electrocoated paint layer, thereby directing the electrical current to surface areas that have not yet received full paint coverage. The process time is a critical parameter in a compromise between productivity and paint layer thickness distribution. A typical automotive paint process time takes a few minutes. Another critical parameter is the local current density on the substrate. Areas with layer thicknesses below specification - typically in recessed areas such as a B-pillar - are related to the occurrence of very low current density values.
E-coating is one of the last engineering areas where computer simulations are not commonly used, and mainly OEMs in particular are looking for solutions in this domain. E-coating related engineering has to be completed preferably before the first prototype is built. Today, this is still done based on experience. Being able not only to identify problem areas, but also to demonstrate the effect of proposed design changes, enables corrosion engineers to reduce the lead time drastically and to work with similar tools as their colleagues working on crashworthiness, durability, NVH (noise, vibration and harshness), etc. What is required to successfully simulate these processes?
Key influences
Looking at the e-coating process from a different perspective, one can say that the process is defined by:
1.The e-coat bath: characteristics in combination with the different substrates used in a body-in-white (BIW).
2.The e-coat line configuration: tank dimensions, anodes, vehicle trajectory, etc.
3.Process parameters: imposed voltage program, line speed, etc.
4.The vehicle characteristics, typically the BIW CAD geometry.
The e-coat bath
Chemical suppliers provide different types of e-coat baths, composed of different type of base paint chemicals and additives. The quality of these baths is monitored in the production process to guarantee that the composition of the bath remains within certain predefined limits.
Knowledge of the characteristics of the paint bath and the materials used is required since they determine the efficiency of the e-coating process. To this end, we take a few liters of the operational paint bath and analyze it in our laboratory. The focus of the analysis is in this case not on the chemical composition, but on the behavior of the bath, like conductivity and resistivity. The bath characteristics are used as input parameters for the simulation model.
A special case is the characterization of new baths. This provides objective information to compare two or more different paint baths and understand how these baths behave in combination with the different substrates used for the vehicle.
The e-coat line
For the simulations, only the e-coat section of the pre-treatment line is considered here. A full digital model is built, including dimensions, size and position of the anodes and the vehicle trajectory. The vehicle trajectory can be either fixed for all vehicles, or may vary depending on the vehicle type. Older systems will drag the vehicle in the bath, following a trajectory that can best be compared with a car driving in an underground parking structure. Once the car is submerged, it remains in the same horizontal position while moving to the end of the tank, or follows a “camelback” route. More advanced systems will allow flipping over the vehicle and moving it to any desired rotation position. These rotations help to remove gas bubbles and paint drag-over.
Process parameters
Process parameters describe how the e-coat bath and e-coat line are actually operated. These parameters define, among others, the line speed, the bath temperature, the voltage ramp-up programs, the vehicle trajectory (in case of a continuous system), bath level, etc. It is very important to understand the impact of these individual parameters on the entire process, since these are the only parameters that can still be changed once the vehicle design is fixed.
The vehicle
The vehicle design has a big impact on the e-coat behavior. The various engineering departments involved in the development of a new vehicle have different views on the design of a vehicle. People from the safety standards department may want to add some reinforcement structures. The acoustics engineers may want to close some holes, while the corrosion engineers are looking for extra holes to remove gas bubbles and provide sufficient space to build a minimum layer thickness in the internal structures. The latter objective is however, in many cases, an activity based on experience, while the other departments have computer simulation packages available. Using e-coat simulation technology allows an understanding and validation of the impact of a design change. For example, will a new reinforcement structure have a negative impact on the e-coat layer thickness or neighboring parts? Can a hole be removed if another one is made bigger? These changes can now be validated before the first prototype is built.
A full CAD of a vehicle is however very complex, and makes it hard to handle. Processing such a complex structure on a PC will be slow if not handled in an intelligent way. Response times are a crucial key to success. An engineer cannot wait for weeks to see the effect of design changes, and this becomes more and more critical as one approaches the point of setting the final design.
Simulation solution
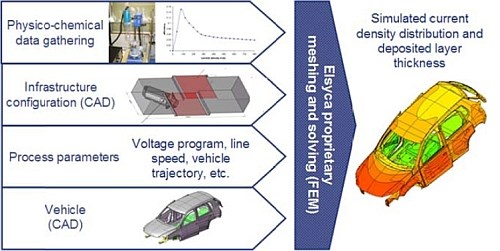
E-coating simulation solutions must be able to include the bath characteristics, the e-coat infrastructure, the processing parameters and the vehicle design, as shown in Fig. 1. The electrochemical process simulation approach will compute the current density distribution, hence the layer thickness over the body-in-white, based on the aforementioned input parameters.
Figure 1 - Overview of input parameters required for the simulation process.
The simulation solution must account for the fact that the electrochemical conditions change over time. The entire process is split into a number of steps, typically a few hundred, and for each of the steps, the exact layer thickness and current density values are computed. This implies that each step n will start from the layer thickness and current density values from step n-1. These steps allow the application of the correct operating conditions at each moment in time, including the orientation of the vehicle, which anode group is active, the voltage value, the distance from the vehicle to the various anodes, the distance between the vehicle and the top of the e-coat bath, the layer thickness on the different surfaces, and so forth.
It is interesting to observe the evolution of the current density and layer thickness distribution over time. The current will follow the shortest path, and the paint layer will first be built on the surfaces of the vehicle that are closest to the side anodes. The resistivity of this paint will increase as the paint layer thickness changes, and the current will redirect to follow different paths.
Analyzing the current density distribution and the layer thickness at the same moment in time near the beginning of the e-coat process clearly shows the interaction between these two phenomena. The paint will typically first build on the doors and engine hood for e-coat tanks with side anodes. This initial paint layer will be more resistive compared to the areas without any paint, which redirects the current density to the roof and engine hood area. The higher current density values are mainly on the outside of the vehicle. This implies that no paint layer will be deposited on the inside during the first phase of the e-coating process.
Once the initial outside layer has been formed, sufficient resistivity will be available to redirect the higher current density values to the inside of the vehicle, defining the areas where the layer thickness will start depositing the fastest. Note that the outside of the vehicle is not fully resistive, implying the paint layer will still grow on the outside as well.
After a while, the inside area of the vehicle also becomes coated. The layer still needs to grow, but the resistivity is up to a level that will force current density into the cavities. This implies that only at a rather late stage in the e-coating process, after the outside and inside area have developed sufficient resistivity (due to the paint layer), will the inside of a B-pillar, for example, be coated.
The advantage of the simulations is that the engineers can see the entire process at each moment in time, providing very valuable information in further understanding the process. This is not possible without simulations, since the paint bath is not transparent and the process cannot be interrupted in a real tank.
Internal structures
Structures like a B-pillar are typically composed of different metal sheets, consisting of the outside/inside cover, but also including the reinforcement structures. These structures are positioned very close to each other, leaving little room for current to pass. The position and size of the holes in these structures are crucial in attaining the minimum layer thickness.
The internal structures are the most challenging areas in the context of e-coating. It takes a long time before these areas show some paint growth activity. The worst part probably is the fact that errors are very difficult to correct and validation is extremely difficult. The only way to verify the layer thickness properly is by performing destructive tests on expensive prototypes. Apart from the cost of the vehicle, it is also very time consuming to measure the actual values. Another problem is the required fault tolerance in doing these measurements. E-coating has a leveling effect, meaning that small variances in layer thickness of the substrate may result in different values. Another problem is that these measurements are typically done manually, making it very hard to measure consistently on exactly the same spot when comparing two different vehicles.
Simulation technology solves the above problems. The results are very accurate (range of ±2 microns) and trends can easily be analyzed (e.g., the effect of removing a hole).
Summary
Simulation tools are commonly used to shorten the development cycle of new vehicles. The advantages of these tools are unquestioned. They provide the people involved in the different development stages with the means to validate new or modified products for many different domains (NVH, durability, acoustics, etc.).
The people involved in corrosion protection are no longer limited to working either based only on experience, or by using some sub-optimal simulation tools that do not provide accurate results in a reasonable process time. Solutions based on electrochemical process simulation have now reached a level that these solutions are indispensible to the development of new vehicles.
Robrecht Belis holds a degree in Information Technology (1985) and Marketing (1990) in Leuven (Belgium). He started at Leuven Measurement Systems (LMS) in 1986 with an initial focus on software engineering, creating the framework of a new high-tech solution for the NVH industry, later on moving towards several project management positions with global business responsibilities. Since 2008 he has managed the worldwide activities of the Surface Finishing Business Unit at Elsyca.
Twin Cities job shop, Avtec, was named a Top Shop for the third time in 2022, due in no small part to its commitment not only to the work it produces but to those who produce it — its employees.
From humble beginnings as an Indiana-based tin shop, Koch Finishing Systems has evolved into one of the most trusted finishing equipment providers in the industry.
Chandler Mancuso, technical director with MacDermid Envio discusses updating your wastewater treatment system and implementing materials recycling solutions to increase efficiencies, control costs and reduce environmental impact.
The 2024 Parts Cleaning Conference, co-located with the International Manufacturing Technology Show, includes presentations by several speakers who are new to the conference and topics that have not been covered in past editions of this event.