
Achieving Coefficient of Friction Targets
Jennifer Geesey of Pavco Inc. offers advice for obtaining your desired coefficient of friction.




Jennifer Geesey is lab manager/tech service engineer for Pavco Inc. Visit pavco.com.
Photo Credit: LinkedIn
Q: What topcoat should I use to obtain a CoF (coefficient of friction) of 0.12-0.16?
A. Some of the most common questions I get as a supplier of metal finishing chemicals from our customers involve achieving CoF targets. As a chemical supplier, there just isn’t a simple answer for that. While topcoats do play a major role in controlling the CoF, there are a lot of other testing details that we need to know before suggesting the right topcoat. Let’s dive in and look at all the different variables that will contribute to recommending one topcoat versus another.



The first variable is the plating deposit. Are the parts zinc or zinc-nickel plated? The difference between alkaline and chloride plating in either case is very marginal, but there is a large difference in CoF between zinc plated parts and zinc-nickel plated parts. This is because the deposits have very different surface hardness and roughness. With salt spray requirements being raised by several OEMs, Zn-Ni plating of fasteners is becoming more common.
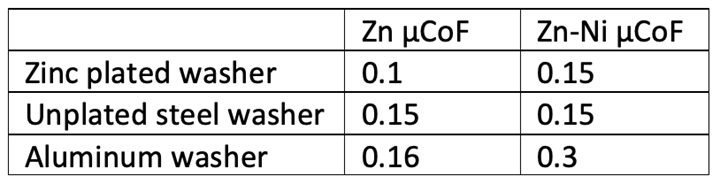
The second important variable is the material of the test nuts and washers. There are several different materials of the nuts and washers that are called for in different specifications. Zinc plated, unplated (steel), electroless nickel, e-coat, aluminum, and I am sure the list goes on. With all these different materials, you will see a significant difference in the CoF. An aluminum washer will often give a dramatically higher CoF than a steel washer due to its lower hardness. Below you can see the comparison studies done with zinc vs zinc-nickel, different topcoats, and different washer substrates.
Topcoat A
Topcoat B
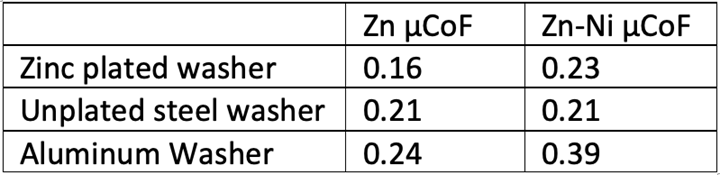
*µCoF is the total CoF
Another factor to consider would be if the test requires multiple drives of the same bolt. With multiple drives, the CoF tends to increase with each drive. During the tightening process, the soft topcoat layer is quickly deformed by the forces of the tightening and all the three coating layers (zinc, passivate and topcoat) are damaged. Most topcoats can’t withstand this type of testing, so this is critical to know so we can suggest a topcoat and concentration that is able to hold the same CoF throughout the multiple drives.
So, before asking your supplier what topcoat will hit a specific CoF, make sure you have a copy of the specification you need to run to. This will contain all the pertinent details of the test that need to be known before making a proper recommendation. Some specifications even tell you a certain supplier to purchase the nuts, washers, and bolts from. Some also have a specific cleaning method listed for the nuts and washers.
Having a specification on-hand will save significant time in your conversations about CoF targets and how to achieve them.
Related Content
-
Innovation in Plating on Plastic
Plating on advanced plastics solution offers improved adhesion, temperature resistance and cost savings.
-
How to Choose Between Sulfate and Chloride-Based Trivalent Chromium
There are several factors to consider when choosing between sulfate and chloride-based baths for trivalent chromium plating. Mark Schario of Columbia Chemical discusses the differences and what platers should keep in mind when evaluating options.
-
3 Tests to Ensure Parts are Clean Prior to Plating
Making sure that all of the pre-processing fluids are removed prior to plating is not as simple as it seems. Rich Held of Haviland Products outlines three tests that can help verify that your parts are clean.








