An Overview of Hard Chromium Plating Using Trivalent Chromium Solutions
For more than forty years, academic and industrial researchers from all over the world have taken a strong interest in alternative processes for hard chromium plating using hexavalent ions. The benefits of substitute processes are obvious, as the toxic and carcinogenic aspects of hexavalent chromium are well known.
Chromium electrodeposition is generally achieved by electrochemical reduction of hexavalent solutions containing catalysts such as sulfate, fluosilicic ions or proprietary catalysts at a temperature of about 50 to 60°C and a cathodic current density between 10 to 60 A/dm2.
Due to the high acidity and toxicity of hexavalent ions, these hexavalent chromium solutions present important drawbacks. However, the properties of chromium deposits are very desirable in many applications. Until now, it appears that all of these properties are difficult (or impossible) to obtain by a single alternative process. Thus, it seems that the best alternative to chromium deposits is a chromium deposit itself, but obtained in an environmentally-friendly manner from trivalent chromium solutions. On the other hand, different alternative processes have been explored in attempts to substitute for hexavalent chromium electrodeposition. A (non-limitative) list could be given following the different publications already done on the subject.
Technologies using physical processes or dry processes have been developed and continue to be subjects of interest. In particular, these alternative processes have been studied in the now-completed HCAT (Hard Chromium Alternative Team) and the current ASETSDefense program (Advance Surface Engineering Technologies for a Sustainable Defense; www.asetsdefense.org), which is “a Department of Defense (DoD) initiative sponsored by the Strategic Environmental Research and Development Program and the Environmental Security Technology Certification Program. Its objective is to facilitate the implementation of new, environmentally friendly technologies for surface engineering (coatings and surface treatments) by providing ready access to background information and technical data from research, development, test and evaluation efforts as well as the status of approvals and implementations.”
One part of the program is devoted to the substitution of chromium plating in aeronautic and aerospace applications. The high velocity oxygen-fuel (HVOF) thermal spray process seems to be the most promising method but other methods and processes have been tested and developed, including physical vapor deposition (PVD) processes and chemical vapor deposition (CVD) processes). Certain drawbacks have slowed the development of these processes, in particular, non-line of sight surfaces, small parts, high costs, vacuum systems, adhesion problems and in some cases environmental concerns due to powder toxicity.
At the same time, processes using liquid solutions (electroplating or electroless plating) have been developed to replace the use of hexavalent chromium. One of the most important in the field is the program developed in recent years by Concurrent Technology Corporation (Johnstown, Pa.) in which different processes on the market have been tested, including:
Processes using trivalent chromium solutions (results have not been published)
Processes using other metals (other than chromium) with and without nickel salts.
In the latter case, different processes have been compared, including Ni(P), Ni-Co(P), Co(P or B), as electrolytic or electroless processes with and without codeposited particles, as well as micro- and nano-crystalline cobalt. Current results indicate that electroless nickel with codeposited particles seems to be the most promising process in term of physical characteristics.
Other processes present concerns. In terms of the deposit characteristics, adhesion, wear and corrosion resistance fall short of hard chromium. For the processes themselves, increasing chemical complexity of the solution, cost of the products, complex anodic reactions and the degradation of compounds with the accompanying formation of by-products are among the factors of concern.
Considering all of this, the use of trivalent chromium solution seems intrinsically to be the most attractive process and many attempts have been made to substitute hexavalent chromium processes with trivalent chromium ones.
The first chromium metal was obtained by electrodeposition in France. This first result was realized by electrolysis of an aqueous trivalent chromium solution, published and patented in 1848 by Junot de Bussy.1,2 In 1854, Bunsen3 studied the influence of the cathodic current density on chromium deposition using a hot chromium chloride solution, with separation (porous pot) of anodic and cathodic compartments. The importance of the separation between anodic and cathodic compartment was considered a major discovery for a long time and was further developed by others researchers, including Placet and Bonnet4 in 1901, Voisin5 in 1910 and Recoura6 in 1913.
Currently, decorative trivalent chromium processes are available worldwide and deposits are currently “quasi” indistinguishable in color from hexavalent deposits. The solutions used are aqueous solutions with primarily chloride and/or sulfate trivalent chromium salts with various additives acting as complexants (formates, thiocyanates, hypophosphites, etc.) and different types of wetting agents. A separator may or may not be used between anodic and cathodic compartments.
Until now, no aqueous trivalent chromium process has been available to obtain a hard thick chromium deposit on an industrial scale. Why it is so difficult to deposit hard chromium from trivalent salts? The many reasons to explain the lack of success have been enumerated in literature. Among numerous publications, the reasons which seem the most important are:
The high potential of Cr+3 reduction to the metallic state (-0.744 VNHE), which explains in all cases the high hydrogen evolution at the cathode.
The stability of the hexa-coordinated (bipyramidal-shaped) aqueous trivalent chromium complex. The exchange kinetics of water molecules from Cr+3 complexes have been evaluated and found to be 11 orders of magnitude weaker than for nickel complexes.7
Chromium hydroxides quickly precipitate and this phenomenon increases as the cathode pH increases with hydrogen evolution.
The formation of compounds by olation or oxolation as a function of the solution pH and trivalent chromium concentration, in particular near the cathode when the pH increases due to hydrogen gas formation by reduction of protons.
Process classes
What follows is a description of several processes which have been considered in overcoming the difficulties described above.
Electroless chromium
Before describing the various electrolytic processes, it is clear that electroless deposition of chromium would be a very suitable method for understandable reasons.
In 1955, published work showed that it was possible to deposit chromium using an electroless method. Two types of aqueous solution were disclosed using hypophosphite and citrate ions, chromium chloride and chromium fluoride with or without glacial acetic acid. Solutions were operated at 71-88°C (160-190°F). The deposition of electroless chromium was found to be better on copper or brass substrates. For steel plating, it was recommended that a copper flash be deposited before electroless chromium plating. Also, the solution, and so the process, was very sensitive to foreign ion contamination.
Electrolytic chromium
Currently, two main process classes have been developed to overcome the difficulties in obtaining thick hard trivalent chromium deposits:
Processes using complexing agents to complex trivalent chromium ions in aqueous solution. The processes are used in decorative applications. The complexation objectives are : 1) to obtain lower potential reduction of Cr+3 to metallic state, and 2)to prevent the formation of hexa-aquo-coordinated trivalent chromium complexes.
Processes using the chemical reduction of hexavalent chromium to obtain electrolytic solutions of high Cr+3 concentrations. Cr(VI) reduction could be done using SO2 or alcohol, to obtain trivalent chromium ions. In general, the trivalent chromium is not contained within very stable complexes.
It is interesting to note that using reduction processes allows one to have trivalent chromium solutions with high salt concentration at a low pH.
Processes using complexing agents.
These processes are used in decorative trivalent chromium applications, but they have been extended to obtain hard chromium layers on a laboratory scale. These baths use complexing agents such as formate, thiocyanate or hypophosphite, in some cases with additives such as glycolic acid, citrates or sulfamates. For each of these compositions, the conditions of deposition, including deposition rate, throwing and covering power, microhardness and texture, vary.
For solution using formates, several formulations have been proposed. In general, the chromium salt used is chromium chloride with certain additives. A listing of the various formulations follows. This is not an exhaustive list but rather a general listing of the general complexant formulations is given. In a later section, the characteristics of trivalent chromium processes using pulsed and/or cyclic current or using brush plating are presented.
General formate process:
Solution composition:
CrCl3•6H2O 100 - 150 g/L
HCOOH 50 - 80 ml/L
NH4Cl + NaCl 70 - 100 g/L
H3BO3 10 - 40 g/L
Wetting agent
Operating conditions:
pH 0.1 - 1.0
Cathodic current density 20 - 100 A/dm2
Temperature 20 - 30°C
Glycolic acid or citrate acid:8
Solution composition:
CrCl3•6H2O 100 g/L
HCOOH 30 mL/L
NH4Cl 80 g/L
Glycolic acid 35 g/L or Sodium citrate 95 g/L
H3BO3 40 g/L
Operating conditions:
pH 1.5
Cathodic current density 30 - 50 A/dm2
Temperature 20 - 50°C
Sulfamates:9
Solution composition for a formate solution with sulfamate additives:
CrCl3•6H2O 125 g/L
KCr(SO4)2 25 g/L
HCOOH 60 mL/L
NH4Cl 80 g/L
NH4NH2SO3 180 g/L
Wetting agent
Operating conditions:
pH 1.5
Cathodic current density 10 - 20 A/dm2
Temperature 20 - 25°C
Glycine:10
CrCl3•6 H2O 210 g/L
Glycin 1.0M
NaCl 30 g/L
NH4Cl 30 g/L
H3BO3 35 g/L
AlCl3 50 g/L
Wetting agent
Operating conditions:
pH 0.1 - 1.0
Cathodic current density 20 - 70 A/dm2
Temperature 30 - 50°C
Hypophosphites:11
CrCl3•6 H2O 30 - 65 g/L
NaH2PO2 200 g/L
NaF 4 g/L
NH4Cl 320 g/L
H3BO3 15 g/L
Wetting agent
Operating conditions:
pH 2.0 - 5.5
Cathodic current density 2.0 - 50 A/dm2
Temperature 25 - 35°C
Thiocyanates:12
Cr2(SO4)3•6H2O 30 - 90 g/L
NaSCN 25 - 80 g/L
Na2SO4 200 g/L
H3BO3 20 - 40 g/L
Wetting agent
Operating conditions:
pH 2.0 - 3.0
Cathodic current density 2 - 10 A/dm2
Temperature 20 - 40°C
In general, these deposits have a microhardness of about 700 HV100, a cathodic efficiency lower than for hexavalent chromium processes and thus a very slow rate of deposition (0.2 to 0.4 μm/min). However the covering power and the cathodic current density zone in which fair metallic chromium deposition takes place, is more important for those processes than for hexavalent ones.
Processes using trivalent salts obtained by the reduction of hexavalent chromium ions.
Reduction by SO2:13
The first application was done in 1946 by the U.S. Bureau of Mines. This process allows the preparation of chromium metal by electrolytic deposition with anodic and cathodic compartment separation.
Cr2(SO4)3 250 g/L (obtained by the reduction of Na2CrO4 by SO2)
(NH4)2SO4 40 g/L
Na2SO4 27 g/L
(NH4)2S2O8 100 - 200 mg/L (constant addition, function of electrolysis time)
Operating conditions:
pH 1.8 - 2.2
Cathodic current density 6.0 A/dm²
Temperature 27 - 42°C
Reduction by alcohol:14
CrCl3 130 - 180 g/L
NH4Cl 50 - 100 g/L
H3BO3 30 - 50 g/L
Wetting agent
Operating conditions:
pH ~0
Cathodic current density 60 - 120 A/dm2
Temperature 50°C
The process allows deposition with high efficiency (up to 30%). Deposits have a microhardness of about 1000 HV100, but the throwing and covering power are lower than other processes. However these processes are interesting because of their high rate of deposition (2.0 - 3.0 µm/min). The bath obtained by the methanol reduction method was developed in our laboratory. However, it is very important to note that this process is dangerous and hazardous during the stage of preparation of trivalent chromium solution, due to the high exothermic reaction of hexavalent chromium reduction by alcohol.
Other process technologies:
Some interesting studies on the influence of the current waveform shape on the deposition of trivalent chromium have been reported. The results depend on the shape of the cathodic current waveform. The influence of the first deposited layer and the solution-cathode interface has been clearly demonstrated.15,16
In general the electrolyte in these works was a formate system complexed with different additives. Typical operating conditions were: Current density, 30 A/dm2; Tc, 80%; Ta, 20%, Frequency, 100 Hz. The current efficiency was 30 - 35% and the microhardness was 850 HV100.
Brush plating applications have also been disclosed which allow the deposition of a chromium layer on substrates using mobile systems.17,18 This application could be of major interest in the future for in situ repair of in chromium layers after wear or abrasion, or after deposition.
The operating conditions for the proprietary formulation** are as follows:
Cathode current density 93 - 232 A/dm2 (864 - 2160 A/ft2)
Voltage 4 - 15 V
Temperature 71 - 77°C (160 - 170°F)
(for decorative applications, room temperature)
Anode-to-cathode movement 40 - 60 ft2/min
Organic solvents: DMF and ionic liquids
During the early 1970s, processes using organic solvents (or mixed with water) were proposed, in particular one consisting of dimethyl formamide (DMF) as a polar aprotic solvent which decreases the formation and stability of the aquo-complex with Cr+3 ions and H2 gas evolution. The results are very interesting but due to the toxicity of using large quantities of DMF, industrial development has not been pursued to any significant extent.
More recently, following the development of the use of ionic liquids for electroplating during the IONMET European research program (ended in 2009), research was done on hard chromium plating using trivalent chromium salts.19 Using a mixed solution of CrCl3•6(H2O) and choline chloride,*** hard chromium layers were deposited on steel. Operating conditions were as follows:
CrCl3 / choline chloride ratio 1 / 2.5
Temperature 40°C
Cathodic current density 15 - 20 A/dm2
Anode Platinized or Ir2O3 titanium grid
The main results were:
Metallic and bright uniform appearance (darker than hexavalent processes)
Cathode efficiency ~ 30 - 40 %
Deposition rate ~ 0.7 to 1.0 µm/min (at 15 A/dm2)
Hardness ~ 600 to 700 HV100
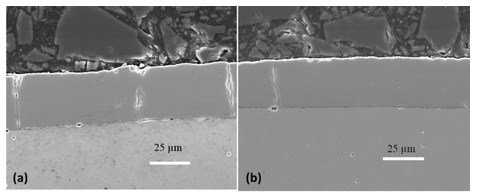
Cross-sections of the deposit are shown in Fig. 1. The process seems to be robust and a replenishment method has been defined following intensive use in the laboratory.
Figure 1 - Cross-section of chromium deposits obtained by electrodeposition from ionic liquids.
Influence of thermal treatment
Some information has been published on the increase of hardness in trivalent chromium by heat treatment.20,21 In particular, in a research grant sponsored and published by AESF22 involved work in this area.
Due to chromium carbide (Cr7C3) and oxide (Cr2O3) formation during heat treatment (300-350°C, 30 min), the microhardness was increased to 1700-1800 HV100. Under the same conditions, the microhardness of hexavalent chromium deposits decreased, as shown in Fig. 2.
It was found through x-ray diffraction studies23 that as soon as the temperature reaches 290-300°C, a structural modification takes place and there is a precipitation of chromium carbide. The chromium carbides formed prevent dislocation movement and thus an increase of hardness occurs (pin effect).
From Fig. 2, it appears clearly that the variation is fundamentally distinct, and in the case of trivalent chromium deposits, the variation is similar to variation of microhardness versus temperature for electroless nickel.
Figure 2 - Evolution of the micro-hardness of the deposit [Cr(VI) and Cr(III)] as a function of heat treatment.
Conclusions
The history of alternative processes to hexavalent hard chromium plating is a long but generally not successful story. The substitution of hexavalent chromium processes by trivalent ones seems to be the best way but currently, no processes have reached significant industrial development. Currently, the ionic liquid processes seem to be the most promising, but the adhesion of chromium layer, as for all the trivalent processes, seems to be an obstacle for a large industrial application. Where strong adhesion is not a factor, there is potential for some development.
However, the question remains as to the reason for a substitute for hexavalent chromium in hard chromium plating process. After deposition, there is no (or very little) Cr(VI) on the parts and so the only domain where the “Cr(VI) risk” is present is in the plating job shop. If regulation in the job shop is well defined and respected to avoid contamination of workers, there is no real or serious reason to banish hard chromium plating with Cr(VI) in the first place.
References
J. Debussy, French Patent 13902 (1848).
J. Debussy, French Patent 13902 (1855).
R. Bunsen, The Chemist, 11, 685 (August, 1854).
E. Placet & J. Bonnet, Bull. Soc. Chim. Fr., 3-25, 620 (1901).
J. Voisin, Rev. Metall., 7, 1137 (1910).
A. Recoura, Comptes Rendus, 157, 1525 (1913).
D. Smart, T.E. Such & S.J. Wake, Trans. Inst. Met. Finish., 61, 105 (1983).
D. Lashmore, I. Weisshaus & E. NamGoong, U.S. Patent 4,804,446 (1989).
C.E. Johnson, D. Lashmore & E. Soltani, U.S. Patent 5,415,763 (1995).
M. El Sharif, S. Ma & C.U. Chisolm, Trans. Inst. Met. Finish., 73, 19 (1995).
A.K. Hsiel & K.N. Chen, Metal Finishing, 92 (5), 11 (1994).
R.R. Lloyd, W.T. Rawles & R.G. Feeney, U.S. Bureau of Mines, Trans. Electrochem. Soc., (Proc. 89th General Meeting, Birmingham, Alabama), 89 (1), 443 (1946)
P. Benaben, Plating & Surface Finishing, 76 (11), 60 (1989).
R.P. Renz, et al., Proc. AESF SUR-FIN 1996, Cleveland, Ohio, NASF, Washington, DC, 1996.
R.P. Renz, et al., Proc. AESF SUR-FIN 2001, Nashville, Tennessee, NASF Washington, DC; p. 439.
Z. Mathe, Proc. AESF SUR-FIN 1996, Cleveland, Ohio, NASF Washington, DC; p. 361.
D. Hutchinson, Proc. AESF SUR-FIN 1996, Cleveland, Ohio, NASF Washington, DC; p. 429.
P. Benaben, Proc. AESF SUR-FIN 2007, Cleveland, Ohio, NASF Washington, DC; p. 382.
V.N. Kudryavtsev, et al., Proc. AESF SUR-FIN 1996, Cleveland, Ohio, NASF Washington, DC; p. 433.
J. Dash & J. Dehaven, U.S. Patent 5,413,646 (1995).
P. Benaben & F. Durut, Final Report, AESF Summer Research Project, December 1996, NASF Washington, DC, 1996.
R.Y. Fillit, A. Rousseau & P. Benaben, Matériaux et techniques, 89 (11-12), 55 (2001).
**Liquid Development Company, Cleveland, Ohio.
***Choline refers to quaternary ammonium salts containing the N,N,N-trimethylethanolammonium cation.
About the author
Dr. Patrick Benaben is Full Professor at École Nationale Supérieure des Mines de St-Étienne (ENSM-SE)(France) which is a French Engineers High School (Training of Engineers and PhD). He is Research Director enabled by the French Ministry of Research and Universities. He is currently in charge of the Research Department on Microelectronics at ENSM-SE. His research is focused on new electrolytic processes, more precisely on the use of ionic liquids in hard chromium plating and on such materials as high ordered alumina obtained by anodic oxidation. He has authored or co-authored about 100 papers and is inventor or co-inventor of ten international patents. Patrick Benaben is the French representative on the European Board of the European Academy of Surface Technology (www.east-site.net) and a member of the French Surface Treatment Organization. He has organized several International Colloquia on Chromium Plating in Saint-Étienne (France) and is President of the SURMAT Colloquium. He has been a member of NASF (AESF) since 1990 and has served six years as 1st Vice-President of the AESF International Branch. Pr. Patrick Benaben has been awarded both the Silver and Gold medals for outstanding papers published in Plating & Surface Finishing respectively at SUR-FIN Boston (1990) and SUR-FIN Chicago (2000). He is member of the NASF Hard Chromium Committee.
* Corresponding author:
Professor Patrick Benaben
École Nationale Supérieure des Mines de Saint-Étienne
There are several factors to consider when choosing between sulfate and chloride-based baths for trivalent chromium plating. Mark Schario of Columbia Chemical discusses the differences and what platers should keep in mind when evaluating options.
Making sure that all of the pre-processing fluids are removed prior to plating is not as simple as it seems. Rich Held of Haviland Products outlines three tests that can help verify that your parts are clean.
Chandler Mancuso, technical director with MacDermid Envio discusses updating your wastewater treatment system and implementing materials recycling solutions to increase efficiencies, control costs and reduce environmental impact.
Starting on Thursday August 8, 2024, PF will begin “gating” its premium content, asking all new website users to provide some information about themselves — name, title, employer, email address — before they are provided free access to the content.
We are doing this because the ways PF’s audience finds and accesses our content is changing. Google’s search algorithms, increasingly, make it difficult to connect PF’s content with the people who might make use of it. On top of that, generative AI like ChatGPT is serving up PF content to internet users without attributing that content to PF.
As a result, it has become increasingly important for PF evolve its audience development strategy and learn as much as possible about who is accessing our content, what content they are accessing and how they are accessing it.
With this audience development strategy, we hope to do two things:
First, we will be better able to deliver directly to our audience the editorial content that aligns with the surface finishing materials, processes and technologies that interest them.
Second, we will be better able to connect the materials, equipment and services our advertisers supply with the audience that is most interested in them.
PF plays a distinctive role and has earned a place of esteem within the focused and specialized industry it serves. Large developments in the media landscape are forcing us to change the way we communicate with our audience. We are confident that our audience values the role PF plays in their professional lives and will join us in this effort to stay connected to them.
We thank you for your continued interest in and support of PF and welcome any questions you might have about the brand’s new content gating strategy.