
Faraday's Children (and Nickel): The 40th William Blum Lecture
This article is a republication of the 40th William Blum Lecture, presented at the 86th AESF Annual Convention in Detroit, Michigan on June 21, 1999. In this lecture, Dr. George DiBari describes the search for the ideal nickel anode material and the outlook for survival of nickel plating at the end of the 20th century.



Originally published as Plating and Surface Finishing, 86 (9), 32, 34-36, 38-40, 42-43 (1999). Dr. George A. Di Bari was the recipient of the 1998 William Blum AESF Scientific Achievement Award. This article is a re-publication of the 40th William Blum Lecture, presented at the 86th AESF Annual Convention (SUR/FIN 1999) in Minneapolis, Minnesota on June 21, 1999. A printable PDF version is available by clicking HERE.
"Michael Faraday married Sarah Barnard in 1820. The union was a happy one, but childless." - Encyclopedia Britannica, 1970


ABSTRACT: "Faraday's Children" is a tribute to the accomplishments of some of the prior recipients of the AESF Scientific Achievement Award who made contributions to the development of nickel electroplating. If accomplishments in science are the result of working jointly with others, then we 've been collaborating with Michael Faraday since he first formulated his laws of electrolysis. He is the father of electrochemistry. We are his children.
This lecture will also include information on nickel anode materials. It reviews the anodic behavior of nickel for the new generation of electroplaters who may not be familiar with the history and development of current anode practices. The passivity of nickel in chloride-containing electroplating solutions and the correlation between electrochemical and physical dissolution characteristics provided the rationale for the development of sulfur-containing electrolytic nickel. Sulfur-containing electrolytic nickel has all the attributes of the ideal anode material, except that it forms a small amount of residue that requires the use of anode bags. Finding a sludge-free nickel anode material that would eliminate the need for bagging has proved elusive. The lecture will also examine nickel and nickel alloy plating. It looks first at the resurgence of automotive decorative nickel plating in North America. If nickel electroplating is to survive, new processes and applications are necessary. Unique applications and processes may emerge from electrofabrication and nickel alloy plating, two topics that will be reviewed.
This illustration from a Hanson & Van Winkle Co. catalog appeared on the June 1984 issue of Plating and Surface Finishing. It gives an idea of life in the plating shop during the early part of this century.
When I learned that I was to receive this honor, I had already made arrangements to retire from Inco Limited, one of the world's leading producers of nickel. After almost 38 years with that company, thinking and talking about nickel electroplating have become habits that I am not going to break today.
This, the 40th William Blum Lecture, describes the search for the ideal nickel anode material and the survival of nickel electroplating. The closing section is a tribute to prior award winners and to some of the people that I worked with at Inco.

“We endeavor to improve the education of platers and consumers of electroplated products... not to promote selfish interests... but to contribute more effectively to the health and welfare of our entire population." - Dr. William Blum 1st William Blum Lecture, 1958
The search for the ideal nickel anode material
I decided to review this subject because the anodic behavior of nickel in electroplating has not been discussed in the technical literature for a long time, and I've been told that a new generation of electroplaters does not understand why they use the nickel anode materials that they do. I will skip the early years (1842-1900) when the nickel that was available was contaminated with iron and copper, and before it became standard practice to add chlorides to make sure the nickel dissolved properly. Today, nickel is produced to high standards of quality, problems with the purity of nickel anode materials rarely occur, and we now have anode materials that dissolve at 100% efficiency without chlorides being present in solution.
Once a source of pure material became available, electrolytic nickel strip was suspended from hooks placed on an anode bar. That is the least effective way to satisfy nickel anode requirements because electrolytic nickel strip dissolves preferentially at its bottom and its sides, resulting in an ever-changing anode area accompanied by a corresponding increase in anode current density. Strip dissolves non-uniformly, becomes fragile and spongy, and tends to break and disintegrate before it is completely consumed. It forms metallic residues that must be retained in anode bags to prevent cathode roughness. The replacement of electrolytic nickel strip may require interruption of the plating process, and yields anode stubs that have to be disposed of or recycled. The fact that it is available in limited lengths is the major disadvantage for large-scale commercial electroplating.
"When you have heard what I have to say, you may share my doubt that the cathodic reaction is as complicated in mechanism as the anodic one." - W.A. Wesley 3rd Hothersall Memorial Lecture, 1956.
Wrought nickel anode materials
Those limitations led to the development of wrought anode materials that served the industry for more than 30 years.
The first nickel anode material developed intentionally to obtain improved performance was wrought depolarized nickel (1928). That material contains greater than 99% nickel, about 0.5% nickel oxide, and a minute amount of sulfur. Wrought depolarized nickel anodes form a brown film during dissolution, and must be encased in anode bags to prevent those residues from entering the solution and causing roughness at the cathode. Although this anode material dissolves absolutely smoothly, the anode area and current density change during electroplating and operations usually have to be interrupted to replace anodes and anode bags. There is no size limitation, however, and lengths suitable for large-scale electroplating in deep tanks are commercially available.
The wrought carbon anodes introduced in 1938 contain about 0.25% carbon and about 0.25% silicon. During dissolution, silicon is oxidized to silicic acid which, in combination with the carbon, forms a thick, highly retentive, black film on the surface that keeps tiny metallic particles in contact with the anode long enough for them to dissolve. Wrought carbon anodes form little, if any, metallic residue, but are nevertheless used with anode bags to keep carbon plus silicon residues out of solution and to prevent the clogging of filters. Because the silicon is oxidized, anode efficiency is less than 100%, which slows the increase in pH that normally accompanies nickel plating. Lengths suitable for large-scale electroplating can be produced.
Anodic behavior of primary nickel
Most of the limitations of electrolytic nickel strip as an anode material are related to nickel's tendency to become passive when dissolved anodically. In chloride-free nickel sulfate solutions, the potentiostatic anodic polarization curve (Fig. 1) for nickel exhibits typical active, passive and transpassive regions.1 The departure of the active portion of the curve from linearity as Epp is approached is the point where an oxide film begins to form on the anode surface. The Flade potential, Ep, is the point where film formation is complete; that is, where an oxide film completely covers the surface. In the passive region, the nickel oxide film increases in thickness.
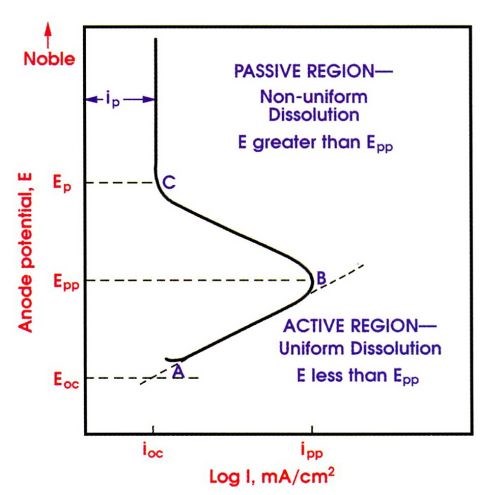
Figure 1 - Schematic drawing of a typical potentiostatic anodic polarization curve for pure electrolytic nickel in chloride-free nickel sulfate solutions. Eoc is the open-circuit potential; Epp, the principal or critical passivation potential; Ep the passivation potential; ioc, the corrosion current density and ip the current density in the passive region. The transpassive region (not shown) is the portion of the curve that rises rapidly above 1.2 V in Fig. 3, due to the generation of oxygen.
In the transpassive region, the current density increases rapidly as a result of the oxidation of hydroxyl ions and the generation of oxygen. Because the value of the current density at Epp is very low, pure electrolytic nickel cannot be used to replenish nickel ions in a nickel sulfate plating solution that does not contain chloride ions.
When nickel chloride (Fig. 2) is added to nickel sulfate solutions, the active-to-passive transition region is still present, but at an applied potential of about +0.2 VSCE, the current on the anode rises rapidly.2 Hart and co-workers confirmed that the transition from active-to-passive dissolution occurs even at very high chloride concentrations.3 The persistence of the active-to-passive transition region proves that an oxide film forms even in the presence of chlorides. Under practical plating conditions, pure electrolytic nickel dissolves at a constant potential, +0.2 VSCE, over a wide range of current density when chlorides are present and the rate of dissolution is virtually independent of the anode potential.2
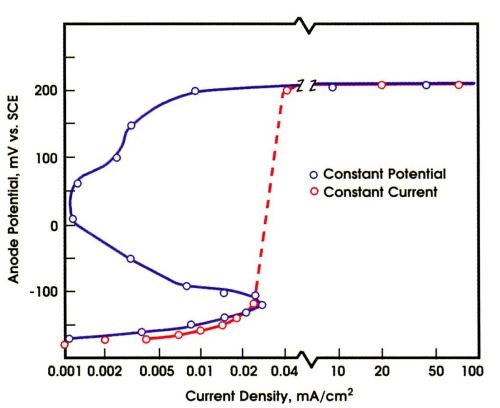
Figure 2 - Anodic polarization curves of pure electrolytic nickel in a Watts solution containing 14 g/L of chloride, at pH 4, 55°C, comparing results obtained with constant current (galvanostatic) and constant potential (potentiostatic).
The non-uniform dissolution of electrolytic nickel observed in most commercial nickel electroplating solutions, its tendency to dissolve through pits on the surface and to become spongy at advanced stages of dissolution, is due to the oxide film on its surface. A correlation between the electrochemical and the physical dissolution characteristics, was thus established. Nickel dissolves non-uniformly when its dissolution potential exceeds the peak potential, Epp, and uniformly below that potential.2 The mode of dissolution is influenced by pH. Below pH 2, pure electrolytic nickel dissolves relatively smoothly; between pH 2 and 4, the surface becomes increasingly rough, and above pH 4 the dissolution becomes non-uniform and spongy. (The correlation between polarization characteristics and the mode of dissolution applies to other film-forming materials, notably stainless steel and aluminum.)
The reaction taking place in the active region is not simply Ni ⇒ Ni++ + 2e–. Active dissolution of nickel in a chloride-free nickel sulfate solution involves adsorbed hydroxyl ions and may proceed in three consecutive steps as follows:4
- Ni + OH– ⇒ NiOHadsorbed + e–
- NiOHadsorbed ⇒ NiOH+ + e–
- NiOH+ ⇒ Ni++ + OH–
The reactions responsible for the transition from active to passive behavior may be written:
- NiOHadsorbed + OH– ⇒ Ni(OH)2↓ + e–
- Ni(OH)2↓ ⇒ NiO↓ + H2O
The anodic polarization characteristics of nickel are the result of the competition among these reactions. The rate-determining step in the active region changes as overvoltage is increased (from step 3 to 2 to 1). At potentials where reactions 4 and 5 are possible, the percentage of the surface area covered with nickel hydroxide and nickel oxide increases and accordingly, the current density gradually decreases in the transition region.
In the presence of chlorides, species like NiCladsorbed and NiCl+ interfere with the formation of nickel hydroxide and the thickening of the oxide film. This chloride-assisted dissolution increases anode efficiency to 100%, but dissolution is localized and occurs through an oxide film.
Titanium anode baskets
The introduction of baskets transformed nickel anode practices almost overnight5 and led to the development of new, active forms of nickel. Baskets for nickel electroplating are made of titanium mesh strengthened by solid strips of titanium at tops, bottoms and edges. The baskets are encased in cloth anode bags, suspended on the anode bar by hooks that are an integral part of the baskets, and loaded with small pieces of nickel.
Titanium anode baskets were quickly adopted because of the following benefits:
- The anode basket is large and unchanging assuring a uniform anode area giving constant current distribution and consistent thickness for repeat batches of the same work.
- Anode maintenance involves topping-up the load to keep the baskets filled and can be performed without stopping plating operations.
- Conforming baskets are possible in virtually any size and shape.
- The anode-to-cathode distance is constant contributing to good current distribution.
- Lowest-cost, primary forms of nickel can be used to fill the baskets.
- Baskets can be semi-automatically or automatically filled and
- Anode bags last longer when used with baskets.
Developments in decorative nickel plating have involved "diametrically opposed alternatives ... bad points were turned into good points." – Dr. Henry Brown, 9th William Blum Lecture, 1967.
Sulfur-containing electrolytic nickel
Once the anodic behavior of nickel in electroplating solutions had been studied, work to develop an improved primary form of nickel for use in baskets focused on finding additives that would increase the activity of the metal in electroplating solutions. The most effective additive proved to be sulfur.1,2 Small amounts of sulfur (0.01% to 0.05%) lower the dissolution potential by at least 0.4 V compared to pure electrolytic nickel and transform the mode of dissolution from non-uniform to uniform.
A black, nickel sulfide film forms on the surface as sulfur-activated nickel anode materials are dissolved. Because nickel sulfide is highly insoluble, sulfur in the anode material is retained in the anode bag as part of the residue. The amount of residue is less than 0.1% of the metal dissolved; that is, more than 99.9% of the nickel goes into solution. A critical observation was that sulfur from the anode is not transferred to the cathode, as determined by conventional analytical techniques and radio-tracer studies (unpublished).
The lowering of the dissolution potential conserves energy and reduces power costs by 2-20%, depending on current density, as confirmed by tests conducted in the laboratory6 and in plating shops.
Sulfur-containing electrolytic nickel dissolves at 100% efficiency, even in the absence of chloride ions, which makes it possible to control deposit stress by eliminating or lowering the concentration of chlorides in solution, an advantage that is indispensable for electroforming. Sulfur-containing electrolytic nickel is the most active anode material commercially available as indicated by the data in Fig. 3.
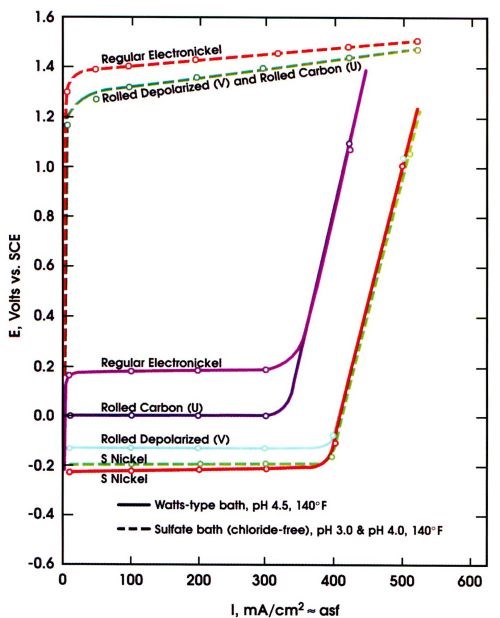
Figure 3 – Anodic polarization curves of nickel anode materials in a Watts and a chloride-free nickel sulfate solution.
The mechanism by which sulfur depolarizes or activates electrolytic nickel is not crystal clear. Because the sulfur is present in the anode material as sulfide and is electronegative, it may lower the effective concentration of hydroxyl ions in the anode film so that the nickel oxide film can only form at high anodic overvoltage in the absence of chlorides. Sulfur-containing electrolytic nickel does not appear to form an oxide film when chlorides are present. DiBari and Petrocelli suggested that adsorbed sulfur-containing anions might be responsible for the activation.1 Morris and Fisher proposed that a tiny amount of the sulfur in the anode material is oxidized to form an anion, perhaps thiosulfate, that prevents oxide film formation by specific adsorption.7 Electrolytic nickel containing a small amount of sulfur first became available in the form of sheared squares in 1962.8 Two forms of sulfur-containing nickel were introduced in 1972: a button-shaped material made by electrowinning and a spherical form made by the decomposition of nickel carbonyl. Electroplaters quickly converted to round and spherical forms because those shapes have better settling characteristics than electrolytic nickel squares that tend to bridge and hang up at their corners.
The ideal nickel anode material
An ideal nickel anode material would dissolve absolutely uniformly at low overvoltage without introducing soluble impurities into the solution and without forming solid residues that accumulate in the anode bag. The ideal anode, by eliminating the need for anode bags, would reduce plating costs. Sulfur-containing electrolytic nickel has all the characteristics of the ideal anode material except that it produces a nickel sulfide residue that makes the use of anode bags mandatory. Sulfur-containing electrolytic nickel is widely used, especially for electroforming, but the sulfur-free button-shaped material introduced in 1978 is now the most popular product for electroplating.
The development of a sludge-free nickel anode material is a worthwhile research objective that is not likely to be achieved by modifying the composition of the nickel. It might be achievable by developing decorative nickel plating solutions that operate at pH 2 or by modulating the current on the anode, approaches that do not appear to be practical.
The survival of nickel electroplating
Inco's long commitment to the development, production and marketing of improved nickel anode materials is easy to understand because electroplating is a major consumer of the materials that it produces. But Inco people on both sides of the Atlantic contributed to the development of decorative nickel electroplating, electroforming and nickel alloy plating, and a few of those contributions are reviewed below. The question of whether nickel plating, as we know it, will survive is discussed at the end of this section.
Decorative nickel plating and quality
There were times in the early 1970s when many of us were convinced that the automotive decorative applications of nickel plating would disappear completely. Inco launched a major market development and advertising campaign (Brightness is Classic, 1970) to stop the decline in automotive decorative plating. The campaign slowed the decline, but did not stop it. On the technical side, we participated in an intra-company program to develop nickel plus chromium electroplated aluminum bumpers. The most important result of that effort may well have been the improved corrosion performance of nickel plus chromium electroplated aluminum alloys that was demonstrated, largely due to the use of microdiscontinuous chromium.9 (The other participants were Chrysler, M&T, Harshaw, Houdaille, Gulf & Western and Alcoa.) In addition, several corrosion performance programs were launched that shed light on the factors that determine the corrosion performance of decorative, electroplated nickel plus chromium on steel, zinc base die castings and plastics. Some of those programs were conducted by Inco; others, by ASTM Committee B-8.10
Two trends that began in the eighties have reversed the decline in automotive decorative plating.11 First, when major automakers failed to satisfy demand for bright work, consumers turned to other sources of decorative automotive hardware and as a result, a large, profitable after-market business developed. Second, the demand for light trucks, sports utility and recreational vehicles skyrocketed. Because many of those popular vehicles retained brightwork, the markets for automotive decorative nickel plating began to grow. A key factor has been the development of decorative nickel chromium plated steel and aluminum wheels that were initially designed for trucks, but now appear on many passenger cars. The increased use of plated plastic grilles and of bright coatings on inside components are relatively recent trends.
If the apparent resurgence of automotive decorative nickel plating is to be nurtured and sustained, it must be based on quality. The requirements for producing high-quality decorative nickel plus chromium coatings include controlling: the metallurgical condition and surface finish of the substrate; total nickel thickness, the ratio of semi-bright to bright nickel, electrochemical potential differences between individual nickel layers, and the pore or crack density of the chromium. It is crucial that that the sulfur content of the semi-bright nickel is below 0.005%, and that the semi-bright nickel has a specific elongation greater than 8%. Procedures for preparing the substrate for electroplating must ensure adhesion, and testing for adhesion is required as part of the quality control regimen. In addition, when electroplating complex shapes, like styled wheels, the use of auxiliary anodes to control the uniformity of coating thickness is crucial for optimizing corrosion performance.
The various corrosion performance programs referred to have demonstrated convincingly that decorative nickel chromium coatings are capable of providing long-time protection to steel12 and other substrates, and that fact is partially responsible for the survival of decorative nickel plating.
Electroforming/fabrication
Decorative applications are still the largest segment of nickel electroplating, but applications in electroforming and nickel alloy plating will become even more important in the future.
Electroforming is electroplating applied to the manufacture of products and components. In electroforming, metal is deliberately electrodeposited non-adherently so that it can be separated from the substrate. The substrate in electroforming is a mandrel or mold, and the metal that is separated from the mandrel becomes the final product. The mandrel is usually a negative or reverse replica of the product to be fabricated, and is often recovered and re-used. Many useful products are made by nickel electroforming.13
Electrofabrication also results in the production of components and parts, but does not involve the use of traditional mandrels. In electrofabrication, the substrate becomes an integral part of the component, and electrodeposition takes place selectively through masks, thick resists, or in specially designed cells.14,15 The combination of electrofabrication and modern photolithographic techniques for generating patterns makes it possible to produce parts with extreme precision and fineness of detail on a microscopic scale. Parts can be reproduced in quantity with a high degree of dimensional accuracy. The electrofabrication of thin film heads for magnetic recording, thin film chip carriers, and microminiature movable parts involves the deposition of one or more layers of metal onto a substrate that becomes an integral part of the final product,16-18 and is likely to lead to new applications in electronics, circuitry, medical and other areas.
The Inco people most closely associated with electroforming are A.D. Squitero and Dr. S. Alec Watson. A.D. Squitero supervised research and market development programs, and company-sponsored seminars in the 1960s that helped renew interest in electroforming technology. Dr. Watson who worked for Inco Europe for 30 years, was recently honored by the Institute of Metal Finishing. He delivered the 21st Hothersall Memorial Lecture at the Institute's Annual General Meeting, Birmingham, England, 18 Nov. 1998. His lecture, "A Tale of Two Billion," reviewed developments in nickel electroforming.19 That enigmatic title refers to the value of nickel electrofoming ... 2 billion U.S. dollars in 1996. That far exceeds the dollar value of the nickel contained and explains why this amazing technology is likely to expand.
Nickel alloy plating
A number of binary nickel alloy electroplating processes have been commercialized in recent years. Those that are commercially significant are described below:
Nickel-Cobalt. Belt, Crossley and Kendrick (Inco Europe) studied the influence of cobalt in a concentrated nickel sulfamate solution.20 The maximum hardness occurred at about 35% cobalt. Although the alloy deposits begin to soften when heated above 200°C, the hardness of the alloy deposits remains greater than that of similarly heated pure electrodeposited nickel. The modest improvement in high temperature properties at 35% cobalt has been applied in electroforming.
Nickel-Copper and Composition-Modulated Alloy Coatings. Multilayer coatings produced by cyclic modulation of the deposition potential during electroplating are a new class of material, sometimes displaying extraordinary properties as a result of the artificially layered alloy structure.21 Compositionally modulated alloy coatings can be prepared in various ways. In the preferred method, the alloying elements are present in the same solution and are sufficiently different electrochemically that cyclic pulsing of the current or of the potential results in the deposition of one element at low current density and the other at high. The nickel/copper system is one of the first to be studied in this connection. Compositionally modulated nickel/copper alloys have greater tensile strength than pure nickel, are likely to display exceptional ductility, and may have enhanced corrosion resistance.22 Compositionally-modulated coatings have unusual magnetic properties and are likely to be applied in electronic applications and in the electrofabrication of circuitry.
Nickel-Iron. Nickel-iron alloys produced by electrodeposition have low coercivity, high permeability, very rapid response, and allow very short switching times of the order of a few nanoseconds. They have zero magnetostriction, and are applied in high-speed memory storage devices in computers and other electronic equipment, for example, in the electrofabrication of magnetic recording heads.23 Laptop computers would not have been possible without the miniaturization that electrofabrication makes possible.
Nickel-Manganese. The loss in ductility on heating electrodeposited nickel has been attributed to the effect of tiny amounts of sulfur that migrate to grain boundaries to form nickel sulfide that embrittles the nickel. Because manganese is added to molten nickel during the production of wrought nickel and is a well-known sulfur getter, codeposition of manganese should improve the high temperature ductility of electrodeposited nickel. Dini, Wearmouth, and Malone confirmed that and applied the idea in producing electroformed articles to be exposed to elevated temperatures in service.24-26
Nickel-Molybdenum and Nickel-Tungsten. The interest in these alloys stems from their increased hardness and improved high-temperature oxidation resistance. Nickel-tungsten and cobalt-tungsten alloys are potential substitutes for electrodeposited chromium. Recent work on the electrodeposition of nickel-molybdenum alloys established conditions for depositing compositionally-modulated multilayer alloy deposits and concluded that deposits containing greater than 42% molybdenum are theoretically possible.27
Palladium-Nickel. The substitution of palladium (more precisely, gold-electroplated palladium) for pure gold as a contact material in electronics was a response to the rapid escalation of the price of gold that began in the early seventies and peaked in 1980. The development of palladium-nickel alloy electroplating processes occurred shortly thereafter. Palladium-nickel alloys are not only less costly than pure palladium, but the addition of nickel increases hardness, lowers the tendency towards hydrogen embrittlement, and improves the ductility and the brightness of the deposits.28
Nickel-Phosphorus. The renewed interest in electrodeposited nickel-phosphorus coatings is partly due to the fact that the deposition rate can be controlled by adjusting current density, whereas the rate of autocatalytic processes is low and relatively constant. The electrodeposited coatings respond to heat treatment in much the same way as do autocatalytic nickel-phosphorus alloys, and increase in hardness with increasing phosphorus content. Compositionally-modulated nickel/nickel-phosphorus alloy coatings have been mentioned in the literature and may have interesting magnetic properties.29 Electrodeposited nickel-phosphorus alloys have been applied in the electrofabrication of bellows.30
Tin-Nickel. Electrodeposited tin-nickel alloys have been used as substitutes for decorative chromium in rack electroplating of tubular furniture parts, but the process is especially effective in barrel electroplating where its superior throwing power compared to decorative, electroplated chromium is an advantage.
Zinc-Nickel. Electrodeposited zinc-nickel coatings with 8-20% nickel have better corrosion resistance than pure electrodeposited zinc. The commercialization of zinc-nickel alloy plating processes is probably the largest new market for nickel in electroplating created within the past 20 years. This alloy system was studied in Inco laboratories in the '60s and later in the '80s, and efforts to promote the advantages of zinc-nickel in Europe were made by Dr. Watson, in his capacity as consultant for the Nickel Development Institute. The largest application, the continuous plating of auto-body steel as a base for paint, is rumored to be at risk because the alloy provides too much protection.
The image of electroplating
Nickel electroplating has not only survived, but has grown significantly in the '90s, the growth being especially strong in Southeast Asia and China. Annual worldwide consumption of nickel metal for electroplating was approximately 82,000 metric tonnes in 1997, about 86,000 metric tonnes in 1998. The average annual nickel metal consumption from 1970-1989 was 60,000 metric tonnes. Those numbers do not include the nickel consumed in the form of nickel sulfate, nickel chloride, nickel sulfamate and nickel carbonate. (In 1883, the market was about 140 metric tonnes - a mere 300,000 lb). Will electroplating, as we know it, survive? That question is more concerned with electroplating as a business than as a technology. The technology will not disappear. From a commercial perspective, product/process differentiation and a renewed commitment to technical service are critical to maintain and increase market share and profits. Those are old traditions that may be lost as producers and suppliers cut back on research and technical service to improve short-term profits. Another question of survival involves the image of electroplating vis-a-vis the environment. Despite the tremendous progress that has been made in the past 25 years, there are a lot of people who view electroplating as antiquated, obsolete, and intrinsically dangerous to the environment. The implication that electroplating processes cannot be prevented from causing pollution is disturbing. The idea that all metals are dangerous to the environment and should be banned is outrageous. We need to change the image of electroplating by promoting its benefits and by describing the progress that has been made in preventing and controlling pollution ... to a wider and wider audience.
Faraday's Children
The first lecture in this series (1958) was titled "Education and the Electroplating Industry," and was delivered by Dr. William Blum. I still have a copy of the 1949 edition of the book, Principles of Electroplating and Electroforming, which he wrote with George B. Hogaboom (AESF president, 1913-14). It was given to me the first day I went to work for Inco. He was instrumental in forming ASTM Committee B-8 and planning some of the first corrosion performance studies conducted by that committee. Although I never met him, I've been a member of that committee for so many years that I feel that I've worked with him in spirit, if not in fact.
Abner Brenner discussed the speed of electroplating processes in the 4th William Blum lecture (1961), but most of us know him as the discoverer of autocatalytic (electroless) nickel plating. One of my first assignments at the Inco Bayonne Research Laboratory (ca. 1957) was to set up a cell to deposit nickel autocatalytically on the inside of a bronze valve. We cross-sectioned one valve to show the uniform coating on the inside and on the threads. Brenner's books on alloy plating fostered research on many of the alloy systems mentioned above, and are a valuable source of information.31 Although we never met, I heard him speak on several occasions.
Andrew Wesley (AESF president, 1960-61) discussed the pitting of decorative nickel-chromium coatings in the 5th William Blum Lecture (1962). He is responsible for hiring me at Inco's Research Laboratory (1957). When I was assigned the project on nickel anode materials, one of the things I did was to study his Hothersall Memorial Lecture, "Of Nickel Atoms, Ions and Electrons."32 His concept was that because the free electrons in the 4s level are relatively mobile, nickel atoms exist in three configurations in the metal, Ni°, Ni+, Ni++, the last being few in number. He concluded that to activate nickel one has to increase the percentage of positively charged atoms present. At the time, I did not completely understand what he was talking about. Later, the idea seemed too simple. Today I would say the presence of small amounts of sulfur in nickel may, in fact, increase the number of electron-deficient nickel atoms, and lower the dissolution potential to values where the formation of the oxide is thermodynamically impossible.
Dr. Joseph Petrocelli was the head of the electroplating section at Inco. He recommended that I be hired. He made the critical decision to study the anodic behavior of nickel in electroplating solutions using a potentiostat. Although the potentiostatic principle was conceived in the late 1930s, reliable commercial instruments were still hard to find in 1958 and ours were custom-made by a company in Oak Ridge, TN. We later used the potentiostat to study the electrochemical behavior of copper, nickel and chromium in CASS and Corrodkote test solutions, and to estimate the rates of corrosion of nickel-manganese, zinc-nickel and other alloys in various solutions.
Henry Brown, who made many important contributions to the development of decorative nickel plating, won the award in 1967. To quote from his lecture, "Sulfur-containing bright nickel corroded so rapidly that its use for outdoor industrial or marine exposure was not very satisfactory, but when combined with an underlayer of sulfur-free, semi-bright nickel, this bad point was turned into a good point. Logically, it would first appear that crack- or pore-free chromium on top of bright nickel would give the best corrosion protection results" but the best type of chromium "to apply over bright nickel turned out to be just the opposite, that is, a highly porous one." Years later when Henry Brown heard that I had nominated Dr. Joseph Edwards, Inco Europe, for the AESF Scientific Achievement Award, he called me to say he strongly endorsed the nomination because of the superb work Joe Edwards did in elucidating the mechanism of organic addition agent action in bright nickel plating solutions. Dr. Edwards won the award in 1980.
Art DuRose, Harshaw Chemical, developed coumarin-containing semi-bright nickel plating solutions. That development was of paramount importance because it eventually led to the development of multilayer nickel coatings. He delivered the 11th William Blum Lecture in 1970. Art DuRose visited the Inco Research and Development Center, Sterling Forest, NY, in the early seventies and I gave him a pen knife as a souvenir. (Because of the old Italian superstition, "Never give a knife to a friend," I asked him to buy the knife for a nickel.)
Burt Knapp presented the 19th William Blum Lecture in 1978. He and I worked together at Inco's laboratories in Bayonne, NJ and later in Sterling Forest, NY. His lecture describes the results of interposing a second metal between two layers of nickel on the pitting and corrosion of decorative nickel coatings ("sandwich coatings"). The two metals that delayed perforation of the coatings were cobalt and chromium, but chromium gave the best results. We began the project that eventually led to the introduction of the button-shaped products that I have already mentioned. The work was successfully completed by Burt Knapp, Frank Carlin and Bill Borner after I accepted a position in research at the Pennsyl¬vania State University, Applied Research Laboratory.
Harold J. Read, who won the AESF Scientific Achievement Award in 1965, was my teacher and thesis adviser at Penn State. Harold Read's topic was "Metallurgical Aspects of Electrodeposits," and his lecture is a beautiful example of how to express complicated ideas in clear and simple language. Dr. Rolf Weil, who won in 1981, and Dr. James H. Lindsay, Jr., who won in 1996, were also his students. The fact that he and his students have won the AESF Scientific Achievement Award says a great deal about his effectiveness as an electroplating expert and teacher. (My doctoral thesis did not deal with nickel electroplating, however, but with the electrochemical behavior of aluminum in seawater.)
To conclude, if I’ve accomplished anything it's because I’ve been associated with great people who generously guided me in the right direction. So while it is tempting to think that winning the AESF Scientific Achievement Award is the result of individual effort, what I’ve learned in preparing this lecture is that all accomplishments in science are the result of working jointly with others. If we pursue this thought to its logical end, everyone who is working or has ever worked in electroplating and related disciplines has been collaborating with Michael Faraday since 1830 when he first formulated the laws of electrolysis. He is the father of electrochemistry. We are his children.
References
1. G.A. DiBari and J.V. Petrocelli, "Effect of Composition and Structure on the Electrochemical Reactivity of Nickel," Plating & Surface Finishing., 112 (1), 99 (1965).
2. G.A. DiBari, "Notes on Nickel Anode Materials," Plating & Surface Finishing, 66, 76 (1979); G.A. DiBari, "The Effect of Sulfur, Phosphorus and Silicon Additives on Activity and Type of Corrosion of Nickel Anodes," Plating, 53 (12), 1440 (1966); F.X. Carlin and W.A. Sellers, "The Anodic Behavior of Nickel in Electroplating," Plating, 52 (3), 215 (1965).
3. A.C. Hart, W.R. Wearmouth and A.C. Warner, Trans. IMF, 54, 56 (1976); A.C. Hart and S.A. Watson, Metal Finishing Journal, 19, 332 (1973).
4. G. Okamoto and N. Sato, J. Electrochem. Soc., 110, 605 (1963).
5. A.G. Stecker and V.J. Cassidy, Plating, 49, 597 (1962).
6. G.L. Fisher, "Power Savings Using Sulfur-Activated Nickel Anode Materials," Plating & Surface Finishing, 65, 46 (1978).
7. G.L. Fisher and P.E. Morris, Trans. IMF, 53, 145 (1975).
8. G.A. DiBari, B.B. Knapp, F.X. Carlin and L.S. Renzoni, U.S. Patent 3,437,571 (1969).
9. G.A. DiBari, "Plating on Aluminum - Pretreatments and Corrosion Performance," Plating & Surface Finishing, 64, 68 (1977); G.A. DiBari, "Decorative Electroplated Aluminum - Applications and Performance," Aluminum Finishing Seminar - Technical Papers - Volume II, seminar held March 30-April 1, 1982, St. Louis, MO, The Aluminum Association, Washington, DC; p. 577.
10. G.A. DiBari, "Corrosion of Decorative Electroplated Nickel Chromium Coatings on Steel, Zinc, Aluminum and Plastics," Metal Finishing, 75 (June), 17-20 (1977) and 75 (July), 17-24 (1977). ASTM corrosion performance programs from 1945-1982 were recently reviewed: Plating & Surface Finishing, 85 (10), 12, 1998.
11. D.L. Snyder, "Automotive Chrome ... It's Back," Plating & Surface Finishing, 85 (9), 38, 1998. Also see related staff reports on pages 42 and 46 in that issue.
12. G.A. DiBari, and F.X. Carlin, EX., "Decorative Nickel Chromium Electrodeposits on Steel - 15 Years of Corrosion Performance Data," Plating & Surface Finishing, 72 (5), 1 (1985).
13. S.A. Watson, "Electroforming today," Asia Pacific Interfinish '90 Proceedings, Australian Institute of Metal Finishing and Singapore Metal Finishing Society, Singapore, 1990, p. 5-1.
14. L.T. Romankiw, "Electroforming of Electronic Devices," Plating & Surface Finishing, 84 (1), 10 (1997); L.T. Romankiw, "Evolution of Plating Through Lithographic Mask Technology," Proc. ECS Symposium on Magnetic Materials, Processes and Devices IV, Applications to Storage and Microelectromechanical Systems (MEMS); L.T. Romankiw and D.A. Herman, Jr., Eds., The Electrochemical Society, Pennington, NJ, 1995.
15. E.W. Becker, W. Ehrfeld, P. Hagman, A. Mauer, and D. Muchmayer, "Fabrication of Microstructure with High Aspect Ratios and Great Structural Heights by Synchrotron Radiation Lithography, Galvanoforming and Plastic Molding," Microelectronic Engineering, 4, 34 (1986).
16. L.T. Romankiw, and T.A. Palumbo, "Electrodeposition in the Electronics Industry," Proc. of the Symposium on Electrodeposition Technology, Theory and Practice, L.T. Romankiw and D.R. Turner, Eds., The Electrochemical Society, Pennington, NJ, 1987.
17. I.M. Croll, and L.T. Romankiw, "Iron, Cobalt & Nickel Plating for Electronics," ibid., p. 285.
18. S. Harsch, D. Muchmayer and H. Reinecke, "Electroforming of Movable Microdevices Manufactured by the LIGA-Process," Proc. of the Electroforming Session (Toronto), AESF, Orlando, FL, 1991.
19. S.A. Watson, "A Tale of Two Billion," Trans. IMF, 77 (1), 10 (1998).
20. K.C. Belt, J.A. Crossley and R.J. Kendrick, "Properties of electrodeposits from a concentrated nickel sulfamate solution," Proc. of the 7th International Metal Finishing Conference, Hanover, 1968.
21. E. Chassain, K. Vu Quang and R. Wiart, J. Applied Electrochemistry Soc., 17, 1267 (1987); M. Cherkaoui, E. Chassain and K. Vu Quang, Proc. Interfinish '88 Conference, Paris, October 1988.
22. J. Yahalom, D.F. Tessier, R.S. Timsit, A.M. Rosenfeld, D.F. Mitchell and P.T. Robinson, "Structure of Composition Modulated Cu/Ni Thin Films Prepared by Electrodeposition," J. Materials Research, 4, 755 (1989); A.W. Ruff and Z.X. Wang, "Sliding Wear Studies of Ni-Cu Composition Modulated Coatings on Steel," Wear, 131, 259 (1989).
23. I.M. Croll and L.T. Romankiw, "Iron, Cobalt and Nickel Plating for Magnetic Applications," Electrodeposition Technology and Practice, L.T. Romankiw & D.R. Turner, Eds., The Electrochemical Society, Inc., Pennington, NJ, 1987, p. 285; L.T. Romankiw and D.A. Thompson, "Magnetic Properties of Plated Films," Properties of Electrodeposits, Their Measurement and Significance, R. Sard, H. Leidheiser, Jr. and F. Ogburn, Eds., The Electrochemical Society, Inc., Pennington, NJ, 1975; p. 389.
24. J.W. Dini, H.R. Johnson and L.A. West, "On the High-Temperature Ductility Properties of Electrodeposited Sulfamate Nickel," Plating & Surface Finishing, 65 (2), 36 (1978); J.W. Dini, H.R. Johnson and H.J. Saxton, "Influence of Sulfur Content on the Impact Strength of Electroformed Nickel," Electrodep. and Surface Treatment, 2 (3), 165 (1974).
25. W.R. Wearmouth and K.C. Belt, "Electroforming with Heat-Resistant Sulfur-Hardened Nickel," Plating & Surface Finishing, 66, 53 (1979); W.R. Wearmouth, "Nickel Alloy Electrodeposits for Non-Decorative Applications," Trans. IMF, 60 (2), 68 (1982).
26. G.A. Malone, "New Developments in Electroformed Nickel-based Structural Alloys," Plating & Surface Finishing, 74 (1), 50 (1987); "Multi-Stage Electroforming of High Energy Chemical and Eximer Laser Components," ibid., 75 (7), 58 (1988); N. Atanassov, and H.W. Schils, "Deposition of Nickel-based Alloys with Addition of Manganese and Sulfur," ibid., 83 (7), 49, (1996).
27. E.J. Podlaha and D. Landolt, D., "Induced Codeposition - 1. An Experimental Investigation of Ni-Mo Alloys; 2. A Mathematical Model Describing the Electrodeposition of Ni-Mo Alloys," J. Electrochem. Soc., 143 (3), 885 -899 (1996).
28. J.A. Abys, et al., Metal Finishing, 87 (7), 43 (1991); H.K. Straschil, I. Kadija, J. Maisano and J.A. Abys, "Electroplating of Thick and Ductile Palladium-Nickel Alloys," Circuit World, 17 (2), 9 (1991); I. Boguslavsky, J.A. Abys, E.J. Kudrak, M.A. Williams and T.C. Ong, "Pd-Ni Plated Lids for Frame-Lid Assemblies," Plating & Surface Finishing, 83 (2), 72 (1996).
29. D.S. Lashmore, R. Oberle and M.P. Dariel, "Electodeposition of Artificially Layered Materials," Proc. of AESF Third International Pulse Plating Symposium, AESF, Orlando, FL, 1986.
30. Xiao Chang Geng, Nickel, 5 (4), p. 3, June 1990, published by the Nickel Development Institute, Toronto, Ontario, Canada.
31. A. Brenner, Electrodeposition of Alloys - Principles and Practice – Vols. I and II, Academic Press, New York, 1963.
32. W.A. Wesley, "Nickel Atoms, Ions and Electrons," Trans. IMF, 33, 452 (1956).
About the Author: Dr. George A. Di Bari
This piece was written at the time Dr. DiBari was announced as the recipient of the 1998 Scientific Achievement Award.

Dr. George A. Di Bari is the 1996 recipient of the AESF Scientific Achievement Award. The announcement was made during the SUR/FIN 1998 Conference and Exhibit in Minneapolis, Minnesota, June 24. The award is the Society's most prestigious one for technical and practical contributions in the field of surface finishing. As the 1998 award-winner, he will deliver the William Blum Lecture during the opening ceremonies at next year's SUR/FIN in Cincinnati, Ohio.
Dr. George A. Di Bari has been involved with surface finishing and the allied fields of electrochemistry, corrosion and metallurgy since 1955. He spent 20 years in Inco's Research and Development Department, where he specialized in studies of the anodic behavior of nickel, the corrosion performance of decorative, electroplated nickel plus chromium coatings, and alloy plating.
He left Inco from 1967 to 1971 and worked at The Pennsylvania State University, Applied Research Laboratory, University Park, Pennsylvania, where he focused on corrosion protection of naval ordnance, a project sponsored by the U.S. Navy. During that time, he completed the requirements for a doctorate in metallurgy under the guidance of Emeritus Professor Harold J. Read, the 1965 recipient of the AESF Scientific Achievement Award.
Di Bari's doctoral dissertation was on the corrosion of aluminum in sea water. A paper based on that work won an award from the National Association of Corrosion Engineers (NACE) for the best first paper published in Corrosion magazine.
He rejoined Inco in 1971 as a member of Product Development, where he planned and coordinated surface finishing research and development activities. In recent years, he has provided technical support to Inco marketing units throughout the world, including the presentation of lectures on nickel electroplating, electroforming and nickel anode materials. He writes Nickel Currents, an international newsletter on nickel plating that is published by Inco Limited.
Here's what he had to say during a recent interview with the P&SF staff.
P&SF: How did it feel when you learned you were the 1998 Scientific Achievement Award winner?
GAD: Jack Dini nominated me three years ago. At first, I was reluctant to have my name placed in nomination because I'm really not in the same league as Wesley (1962), Brown (1967), Knapp (1977), DuRose (1969), Edwards (1980) and other award winners I've known. When I heard the news in Minneapolis, my knees began to shake. It was a thrill - a special moment.
P&SF: Why do you think you won?
GAD: Luck, plus good people in my life who gave me sound advice. I did my undergraduate work in chemistry at Brooklyn College. The school was tuition-free, admission was based on high school grade averages, and it had a reputation for academic excellence. Without that bit of luck, I would not have been able to go to college. Then, about a year and a half after we were married, my wife, Claire, said, "Instead of sitting around on the couch watching TV, why don't you go get another degree?" So I enrolled at the New York Polytechnic Institute of Technology and got a master's degree in chemistry. For my thesis work, I tried to develop an ion-specific electrode that would measure the concentration of nickel in a plating solution as easily as measuring pH, but the approach we were testing was not successful. Then there was Dr. Joseph Petrocelli. He was the head of the electroplating section at Inco's Research Laboratory in Bayonne, NJ. He and Dr. Wesley, the head of the laboratory, hired me. Petrocelli taught me electrochemistry every Friday morning, and kept urging me to get a doctorate. He was my idea of a good manager, because he was genuinely interested in my future. Then a friend, Bill Nystrom, gave my name to a headhunter, and I landed the job at Penn State. One of the fringe benefits of that job was the opportunity to study for a doctorate with Harold Read, a great teacher and an expert in electroplating. Good people and good advice - that's why I won.
P&SF: Yes, but what were your accomplishments? Why do you think the committee decided you deserved the award?
GAD: That's a hard question to answer without sounding immodest, but as someone said ... If I were humble, I would be perfect. Some people would consider the work on the anodic behavior of nickel an accomplishment because of the commercial consequences. This work started as a study of the electrochemical behavior of nickel in electroplating. It established that pure nickel is not only passive in chloride-free nickel plating solutions, but also in solutions containing chlorides. That led to a search for additives that would eliminate passivity and the discovery of the activating effect of sulfur in electrolytic nickel. Inco's decision to market a sulfur-containing electrolytic nickel anode material in 1962 was prompted by the company's desire to provide a special product for use with titanium anode baskets. Baskets were new and growing in popularity at the time. By 1966, the demand for plating nickel threatened to exceed Inco's capacity to shear electrolytic nickel into squares, and we began to develop a form of primary nickel that could be produced without shearing, in a form that would be ideal for use in baskets. Burt Knapp, Frank Carlin and I began the work, but eventually most of the people in the plating section became involved. That led to the marketing of sulfur-containing nickel in round (and spherical) forms in 1972 - products that are still popular today, especially for electroforming. When I returned to Inco from Penn State, I reactivated research on a sulfur-free electrolytic product, and that eventually led to a button-shaped product without sulfur that is now the most widely used nickel anode material in the world. Billions of pounds have been sold since 1962, and I guess that's important. My personal favorite, however, is the work I described in a paper presented at the First AESF Decorative Plating Seminar, in Dearborn, Michigan, in 1973. That paper (co-authored with Al Dill and Burt Knapp) correlated the electrochemical characteristics of bright and semi-bright nickel coatings deposited from various proprietary processes with outdoor corrosion performance data. The work demonstrated that the differences in performance of the proprietary systems resulted from small differences in the electrochemical potential difference between semi-bright and bright nickel layers. The paper recommended that the difference in potential be 120 millivolts or greater to obtain best performance, particularly in low-current-density areas of plated components. I like to believe that this work and related studies by several other investigators inspired Harbulak to develop the STEP test. By the way, that was another exciting day. I visited the Chrysler laboratory in Detroit, and Harbulak explained the principle of the test to me before he published his paper in 1980. The STEP test is now used every day to control the quality of decorative nickel plus chromium coatings, and Harbulak's contribution is an important one.
P&SF: Why is that your favorite piece of work?
GAD: The development of proprietary nickel anode materials was important for Inco and for nickel electroplaters. Sulfur-containing electrolytic nickel cuts power costs, primary nickel is the lowest cost form of the metal for plating, and the round shape has other practical benefits. The work on the corrosion performance of decorative nickel-plus-chromium coatings, however, was beneficial for the entire metal finishing industry. The paper that I co-wrote with Frank Carlin on corrosion performance of decorative nickel-chromium coatings on steel was similar in spirit, in that it proved that decorative nickel-plus-chromium coatings are capable of protecting steel from corrosion for more than 15 years in severe outdoor marine atmospheres. That type of work helps create new markets for electroplating. Without new markets - new applications - there would be no demand for nickel anode materials.
P&SF: You've also been an active member of AESF and other professional societies. Has that been worthwhile, and why?
GAD: It's been worthwhile in many ways. Volunteering is good for the soul. For many years, I attended AESF conferences and Fall meetings of the Electrochemical Society and sat through as many presentations as I could. That's how I learned. But I did not really become active in AESF until the mid-1970s, when I became chairman of the Research Board. That was when the U.S. EPA began supporting research on pollution control and prevention. We had a large research budget then - close to $200,000 a year, if I remember correctly. Perhaps that paved the way for the close relations we have with EPA today. I was also on the AESF Scholarship Committee when that worthwhile program was conceived. More recently, I have been chairman of the Electroforming Committee and, with the help of Ron Parkinson (NIDI) and other members of the committee, we have been presenting an electroforming course that has been well received. We plan to give the course again during AESF Week in Orlando, January 28-29. Many members of the Electrochemical Society are involved in preparing a new edition of Modern Electroplating, and in 1997, I wrote two chapters - one on nickel plating and the other on nickel and cobalt alloy plating. It was hard work, but I was pleased with the results. The new book should be published next year. I am also a member of the Institute of Metal Finishing and was made a Fellow of the Institute in 1992. I've been a member of ASTM Committee B8 since 1972, and a delegate to ISO Technical Committee 107 meetings since 1980. Those committees write national and international metal finishing standards. ASTM Committee B8 gave me the Frederick A. Lowenheim Award in 1987, which was another big thrill, because I knew and respected Fred.
P&SF: Someone told me you are about to retire from Inco? Is that true?
GAD: I've been with Inco for 37 years and it's time to go. The company has been extremely good to me. The last ten years have been unbelievably busy and exciting. I have traveled widely and now have friends in the metal finishing industry all over the world.
P&SF: Any plans for the future?
GAD: Inco has retained me as a consultant for a year, so that'll keep me busy. I expect to continue to teach the NiDI/AESF Electroforming Course on a voluntary basis. I became secretary of ISO Technical Committee 107 after Allen Grobin, the former secretary, passed away in March, and I'll continue to volunteer my services, because developing standards of excellence helps the metal finishing industry grow and prosper. Many of the members of this Society probably don't know that AESF has been providing financial support and is responsible for administering the Secretariat of ISO TC 107. The AESF Board of Directors endorsed my appointment as secretary at their recent meeting in Minneapolis. I am grateful for that. At ISO meetings, AESF members represent the U.S. metal finishing industry and endeavor to develop standards that foster free trade. Of course, I'll continue to write Nickel Currents. That's something I really enjoy.
P&SF: What do you think you'll talk about next year?
GAD: How about Scientific-Achievement Winners I Have Known? I've known some of the best.








Related Content

Anodizing for Bonding Applications in Aerospace
Anodizing for pre-prep bonding bridges the gap between metallic and composite worlds, as it provides a superior surface in many applications on aluminum components for bonding to these composites.
Read More
How to Address Declining Powder Coating Coverage Over Time
Fine particles from reclaim could be to blame for powder coating problems that emerge over time. Avoid problems by keeping hooks clean, maintaining guns and using reclaim powder quickly to avoid accumulation of fines.
Read More
Understanding and Managing White Spots on Anodized Aluminum
Having trouble with spotting defects when anodizing? Taj Patel of Techevon LLC offers a helpful overview of the various causes of white spots and potential solutions.
Read More
Alkaline Cleaning Guide
Gregg Sanko, Senior Chemist, Oakite Products, Inc. provides an overview of the alkaline cleaning process.
Read MoreRead Next

Delivering Increased Benefits to Greenhouse Films
Baystar's Borstar technology is helping customers deliver better, more reliable production methods to greenhouse agriculture.
Read More
Episode 45: An Interview with Chandler Mancuso, MacDermid Envio Solutions
Chandler Mancuso, technical director with MacDermid Envio discusses updating your wastewater treatment system and implementing materials recycling solutions to increase efficiencies, control costs and reduce environmental impact.
Read More
A ‘Clean’ Agenda Offers Unique Presentations in Chicago
The 2024 Parts Cleaning Conference, co-located with the International Manufacturing Technology Show, includes presentations by several speakers who are new to the conference and topics that have not been covered in past editions of this event.
Read More