
What is Blooming in Powder Coating, and How Do I Prevent It?
To get rid of the a white haze that develops on the surface of a coating, Danielle Dykstra from Diamond Vogel says to increase the oven temperature so the haze cannot develop before the paint sets in the curing process.



Q: What is blooming and how do I prevent it?
A: Blooming is a white haze that develops on the surface of a coating. It can often be removed by wiping down the part after it is cured, but that can be labor intensive and costly. There are two ways to avoid blooming. The first option is to increase the temperature at which the oven is set for baking so the haze cannot develop before the paint sets in the curing process. For the second option, ask your coating supplier to provide a blooming-resistant formulation. Typically, the small increase in the cost of the blooming-resistant coating is offset by the reduced labor and the ability to decrease the oven temperature.



Q: I’m having trouble curing my thicker steel parts. My coating supplier offered a low-cure coating. Do I need to turn down the oven? What is a “cure window”?
A: Powder coating manufacturers provide cure schedules for their coatings. They are commonly listed on the data sheet or the container, and specify an amount of time that a part needs to bake at a specific temperature (for example, 10 minutes at 320°F). The part might need to be in the oven for one hour to reach that temperature, depending on the thickness of the steel. An oven recorder can be used to determine the metal temperature in the oven. This is a common technical service that coating suppliers offer customers.
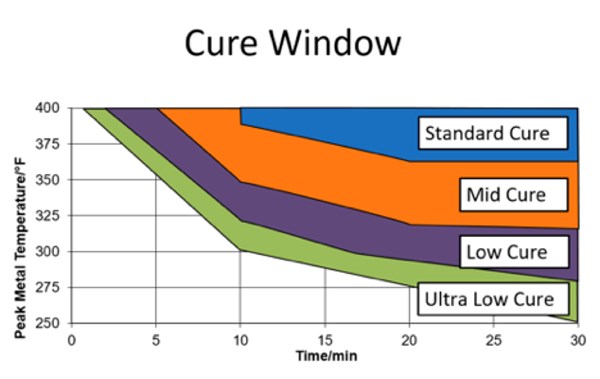
Powder coating manufacturers can offer lower cure temperature coatings in order to lower the temperature that the substrate needs to reach in order for the coating to cure. For example, if a steel part only needs to reach 300°F instead of 400°F, it will cure much faster and the part can be in the oven for less time, thereby increasing efficiency. This time/temperature dependence is called the coating’s “cure window” and is often depicted in a graph.
The graph overlays the cure windows of various cure schedules. The ultralow cure covers the most area. The graph shows that the low-cure coating can be cured for 10 minutes at 320°F or for 10 minutes at 400°F without any problems. The low-cure coating provides a wide range of flexibility in the acceptable “cure window.” This flexibility is most useful when curing parts that have both thick and thin steel sections that are attached.
Often, I’m asked if there is a difference in the overbake in low-cure or standard-cure products. Thankfully, there is no difference. A low cure can be safely baked at standard-cure temperatures without worrying that you need to lower your oven temperature.
Q: I always need to put more paint on when I paint bright colors. How do I know how many mils I need?
A: Powder coatings are made by combining colored pigments with clear resin. The more pigment you add to the resin, the better the pigment is at hiding the substrate. The variation in hiding can be wide, with some coatings hiding at less than 1 mil and others at more than 6 mils. You can request that your powder supplier measure the hiding power of your powder. This information will enable you to know what the minimum film thickness should be on your parts.
Manufacturers measure the hiding power of a powder coating by applying it over a black-and-white substrate panel. The goal is to find the mil thickness of the paint that hides both the black and white parts, equally. This is your minimum hiding level of the paint. For example, a red coating may only have 80% hiding at 3.0 mils and requires a minimum of 4.5 mils for full hiding. If the coating is applied at less than 4.5 mils, it is likely you will see the metal through the coating.
In general, bright color pigments cost more than muted color pigments. Better hiding power for bright color powders can significantly increase the cost per pound, but it may be the more economical solution. Revisit the red powder example. The hiding power of the current “Powder A” is a minimum of 4.5 mils. The manufacturer can produce a “Powder B” with hiding power at 3.0 mils, but at an increased cost. At first glance, “Powder B” is obviously more expensive, but you will use less coating material, thereby reducing the overall cost.
|
|
Powder A |
Powder B |
|
Cost/lb |
$4 |
$5 |
|
Minimum DFT for hide |
4.5 |
3.0 |
|
ft² coverage per lb @ 1 mil |
160 ft2 |
160 ft2 |
|
ft² coverage per lb @ hide |
35.6 ft2 |
53.3 ft2 |
|
Cost/ft² @ min. hiding DFT |
$0.11 |
$0.09 |
In this example, the total overall cost per square foot is much less with “Powder B.” Other advantages of using a powder with better hiding power include less powder purchased to coat the same amount of parts. In this example, up to 33 percent less powder would need to be applied to the parts. This potentially lowers shipping costs, amount of needed warehouse space and waste generation — all by 33 percent. Another advantage is that parts that are fastened together — when coated at lower film thicknesses — typically fit together better and have less chipping.
Danielle Dykstra is the Industrial Product Manager at Diamond Vogel. Visit diamondvogel.com










Related Content

Reduced, Reused and Recycled Powder Coatings Are the Future
They say necessity is the mother of invention, and with millions of pounds of powder coating going into landfills a year, these two companies have found novel approaches to dealing with this waste stream.
Read More
TTX’s Automated Conveyor Carrier System Offers Wireless, Flexible Operation
ACC system designed for reliable, consistent point-to-point movement of everything from small to heavy parts.
Read More
Low-Temperature-Cure Powder Coatings Offer Unique Opportunities
An in-depth look at the advantages of low-temperature-cure powder coatings and the considerations for incorporating them into your process.
Read More
Adjusting Current and Voltage When Powder Coating
Which manual powder coating gun setting is better to adjust, voltage or current? Jeff Hale of Gema USA discusses when to use different settings on your powder gun to achieve optimal results.
Read MoreRead Next

A ‘Clean’ Agenda Offers Unique Presentations in Chicago
The 2024 Parts Cleaning Conference, co-located with the International Manufacturing Technology Show, includes presentations by several speakers who are new to the conference and topics that have not been covered in past editions of this event.
Read More
Education Bringing Cleaning to Machining
Debuting new speakers and cleaning technology content during this half-day workshop co-located with IMTS 2024.
Read More
Episode 45: An Interview with Chandler Mancuso, MacDermid Envio Solutions
Chandler Mancuso, technical director with MacDermid Envio discusses updating your wastewater treatment system and implementing materials recycling solutions to increase efficiencies, control costs and reduce environmental impact.
Read More