




Because industrial cleaning is necessary in a range of industry sectors, the Manufacturing Cleaning Association (MCA) is prepared to help educate cleaning professionals across all industries. On August 15 this year, MCA held its second focused event, “How Clean is Clean – Automotive,” at the Detroit Marriott Southfield in Southfield, Michigan. Featuring six speakers, six sponsors, a roundtable discussion and tabletop exhibits staffed with industry experts who specialize in automotive parts cleaning, attendees took away valuable information and contacts on this topic. Included in the event was a tour of Ecoclean North America headquarters with refreshments provided afterward.
During the roundtable conversation at the conference, several of the day’s speakers took the stage again, this time to answer questions from the audience and moderator. The following is a sample of the questions asked, with answers from the three panelists, Joe McChesney, global products line manager – solvents at Kyzen, Tyler Wheeler, product management/sales and product line manager at Ecoclean Inc., as well as Markus Rossler, V.P. at Glaeser Inc.



How should a manufacturer validate a cleaning process and product reliability?
Joe McChesney: This varies from manufacturer to manufacturer based on the type of components being made and final acceptable quality control standards. Also, the complexity of the components, from critical clean performance requirements to acceptable levels for following processes such as surface treatment, will determine how the manufacturer ensures the standards of required specifications are being met. Each parts producer will need to identify and develop validation standards for specific items (visual,

MCA’s How Clean is Clean – Automotive event in August included a discussion and Q&A sesion from panel members Tyler Wheeler, product management/sales and product line manager at Ecoclean Inc., Joe McChesney, global products line manager – solvents at KYZEN, and Markus Rossler, V.P. at Glaeser Inc.
Photo Credit: Kyzen Corp.
wipe testing, dynes testing, surface contact angle, blacklight, surface residue analysis, and so on).
What challenges do you see with electric vehicle (EV) versus combustible engine manufacturing regarding size of parts and methods of cleaning them?
Tyler Wheeler: While some EV components are similar in nature to those used in internal combustion systems, there are many new and different components. While the EV motor is much simpler and uses fewer components than a traditional internal combustion engine, EV battery trays have higher cleanliness requirements that must be addressed, especially because of the sheer size of their parts as well as the methods of construction.
A battery tray almost as large as the wheelbase of a vehicle may be constructed from a blend of castings and extrusions, which are then welded together before a final machining process. In addition to small metallic particles, potentially conductive fibers may be of concern inside a battery tray. Additionally, battery trays require the elimination of filmic contamination along the sealing surfaces and the bottom of the tray where thermal paste compound is typically applied.
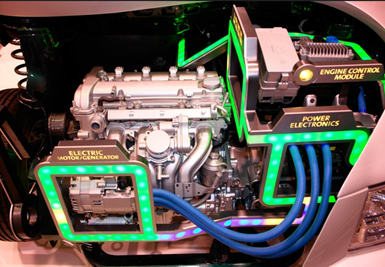
According to Joe McChesney at Kyzen, for the majority of drivetrain components (excluding batteries), the cleaning processes for EV components vary because of the electrical components involved compared to combustible engines, which are mostly metal components. Because of changes in component configuration and materials that are designed for lighter weight, the cleaning chemistries used are subject to change. Photo Credit: Getty Images
Other EV components present unique cleaning challenges as well. These components include stator and rotor housings as well as the complex battery cooling system that contains multiple valves with extremely high cleanliness requirements. Also, the number of mechatronic components has increased significantly, leading to the need for cleaning parts with dry processes. Regenerative braking systems can be complicated and include higher requirements than traditional brake components.
Markus Rossler: EVs raise new challenges because charged components and batteries come into play, which cannot, in all assembly stages, be inspected by liquid extraction. That is because inspection with flammable fluids may cause explosions. Other inspection methods, such as air extraction, are already specified in the standard, but no professional equipment has been available on the market until very recently (the first one was presented at Parts2Clean in Stuttgart, Germany, this past September). By using nonflammable liquids such as DI water with additives to enhance cleaning and reduce surface tension, complex electronics might become spoiled, and relevant wetted areas, which might require separate inspection for different cleanliness levels, cannot be separated. Therefore, particles and fibers may get stuck inside the components.
Also, the coating of polychlorinated biphenyls (PCBs) might be washed off, and previously fixed particles might become mobile and distort the evaluation result. Other extraction methods, such as vacuum inspection, are not standardized nor approved yet. Hence, their results are unreliable.
Consequently, VDA 19.1 (and ISO 16232) is currently under revision to verify additional methods to develop new standards for EV, which will likely be finalized in 2025.
Another challenge of EVs are the size of the required batteries and the trays in which they are placed. Such components are too big to inspect in conventional extraction chambers, leading to the necessity of large, open-top cabinets, which then must be operated in cleanrooms to limit the impact of environmental cross-contamination. Other methods (for example, partial inspection by vacuum) are still in an experimental state and not yet approved.
While electronics controlling combustion engines usually operate with low voltage, EVs require high-voltage components where a malfunction comes with much higher damage potential than low-voltage systems. Therefore, the detection of conductive particles becomes more crucial and thus offers several challenges.
First, standard cleanliness inspection by gravimetry does not help at all here. Second, although microscopic evaluation can determine shiny metallic particles, it is not foolproof. An experienced lab inspector can and should verify potentially conductive particles individually under the microscope.
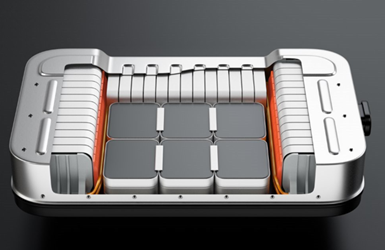
An EV cleaning challenge is the size of the required batteries and the trays in which they are placed, explains Markus Rossler at Glaeser. These components are too large to inspect in conventional extraction chambers, leading to the necessity of large, open-top cabinets, which then must be operated in cleanrooms to limit the impact of environmental cross-contamination.
Photo Credit: Getty Images
That improves the results with respect to the detection of metals. However, not all metals are conductive and not all non-metals are non-conductive. Therefore, extended analysis such as SEM-EDS and lab results are becoming more relevant in determining the nature of particles and deciding via connected databases if those are conductive or not. Such extended inspections are time-consuming and costly and are so far mainly used for cause studies, but not for continuous inspections.
Third, while in the past fibers were mainly excluded from cleanliness inspections since they were deemed to not be high risk, with EV’s high voltage, they are now relevant. Organic fibers may become conductive once they are wet, which can be a threat. Fiber-free production is hardly possible in conventional processes and requires a cleanroom environment.
As a result of these obstacles, production processes must be redesigned to fulfill the requirements for EVs.
How should a manufacturer ensure its parts meet the ISO 16232 specs?
JM: This ISO specification establishes a uniform method for specifying and reporting particulate levels, as well as providing recommended approaches for extraction, blank values, and so on, to determine the desired quality level. The parts manufacturer is responsible for ensuring its quality control process is defined and a standard test procedure is developed for validation. Some manufacturers develop and perform this quality control analysis in-house using various methods and equipment, while some send representative samples to an outside lab for validation (particle count/size/and so on). Lots of variables come into play. And new increased cleanliness levels are getting more complex and create challenges.
MR: ISO 16232’s limits for particulate contamination exist for function or safety-critical components where too high of a contamination level may generate risk. If such limits are exceeded, that does not necessarily mean that a defect or malfunction will happen, but that the chance for such a defect is increased. Therefore, ISO 16232 and OEM/tier 1 standards see cleanliness limits as a control factor to ensure a reliable baseline in the production rather than an immediate shut-off criteria.
“Following ISO 16232 guidelines does not ensure that components will meet their cleanliness specs, but it ensures that the cleanliness condition is correctly determined ...”
However, ISO 16232 itself does not state limits nor require limits for all products; that is entirely up to the product designers and the different OEMs might evaluate the risk differently and set different limits. If such limits are set, the specification states how an inspection with cleanliness verification should be processed to achieve reliable and reproducible results. Apart from providing guidelines and requirements for lab equipment used in such inspections, it mainly focuses on the processes.
Following these guidelines does not ensure that components will meet their cleanliness specs, but it ensures that the cleanliness condition is correctly determined, which enables the manufacturer to take measures to improve the cleanliness level, if required. Such actions could improve a cleaning process by focusing on the environment, assembly steps, handling/packing/logistics, and so on. The inspection helps to understand where in the process contamination takes place and how to prevent it.
How should a company’s cleaning champion address financing the increasing need for new cleaning technology with the ownership team?
TW: Improving cleanliness capabilities has become critical for many suppliers, and the demands will only continue to rise as components become more complex and OEMs chase zero defects. In many cases, new equipment and cleaning technologies may be required to meet these increasing demands.
Investing in new cleaning technologies and methods can be an expensive proposition many suppliers face. Does a company make the investment to gain new business, or should they wait until their customers force them to make such a change? The cleaning capabilities of a company can become a significant factor in whether they are awarded a program.
Planning and understanding the future cleanliness specifications that may be required regarding the products a company manufactures should be a critical process. A plan can be developed by working together with cleaning equipment manufacturers to understand what types of equipment and methods will be required to meet these increased specifications.
For some, there may be additional options for acquiring a new cleaning system outside of purchasing the machine outright. Leasing equipment is one possibility that is gaining popularity. These leases enable a company to pay for new systems as they are being used to generate revenue instead of a significant upfront capital expenditure. If the cleaning requirements change, different technology is required or volumes increase, it may be possible to trade the leased system for a new one.








Related Content

Cobot Enters Paint Industry With Safety at the Forefront
This collaborative robot is the first explosion-proof solution for the powder coating and paint arena that meets the U.S.’ stringent safety requirements. Its lead-through teach programming and tablet control are especially appealing to small shops with little proficiency in robotics.
Read More
Coatings Plant Evolves with Market Trends
Expanding its focus from exclusively serving the RV industry, one of this company’s stand-alone coatings plant has successfully extended its services to additional markets.
Read More
A Remarkable Rolls
Alex Innes, head of coachbuild design, Rolls-Royce Motor Cars, describes the specially commissioned La Rose Noire Droptail as “glamour distilled.” The finishes, outside and in, contribute largely to that charm.
Read More
The 2024 Ford Mustang: All the Colors Available
Although Chevrolet has announced the end of the Camaro and Dodge is offering “Last Call” editions of the Charger and Challenger, the Ford Mustang is launching to its seventh generation.
Read MoreRead Next

Speedy Growth in EV Batteries Spurs Cleaning Technology
Hubbard-Hall teams up with lithium-ion battery makers to provide cleaning chemistry for electric vehicle batteries.
Read More
Cleanliness Compliance Is Critical for Automotive Suppliers
The cleanliness of a car’s components can affect the way it operates. OEMs like Ford Motor Co. have created their own internal standards and have started cascading them to their suppliers.
Read More