




Example of a turbine vane coated with a cobalt/chromium carbide MMC (at 20 wt. %). Credit: All photos courtesy of SIFCO ASC
When it comes to plating repairs, hard chrome tank plating has long been the material and method of choice for maintenance repair engineers. Ideal for high-friction environments, hard chrome provides a plethora of benefits over other materials, including increased erosion resistance, surface hardness and durability.
Sector-wise, hard chrome is commonly chosen for repairs in aerospace engineering, marine and automotive. Along with its durability, hard chrome provides versatility, wear-resistance and adherence. However, there’s increasing pressure to find an alternative to this material due to the worker safety and environmental issues it presents.



As most plating repair operatives will know, hard chrome is not toxic in its finished state, but it is in plating solution. Hexavalent chromium (commonly referred to as Cr6+) is the form chrome takes in solution, and it has carcinogenic and teratogenic properties.
The risk is not just to operatives either. If not properly stored or disposed of, hard chrome plating solutions can pose a danger to the general public and the environment. In September 2017, Cr6+ was banned in Europe, under Europe’s Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) regulations. Meanwhile, while not banned in North America, the CDC (Center for Disease Control) and OSHA (Occupational Safety and Health Administration) have taken measures to protect employees from hexavalent chromium exposure.
A safer alternative for electroplaters
One possible alternative plating solution is brush plated metal matrix composites (MMC). The inherent problem is that, in traditional plating solutions, hexavalent chromium is hazardous because it is a cation in the solution. However, with MMCs, while chromium is present, it is not harmful as it is in a solid, insoluble form.
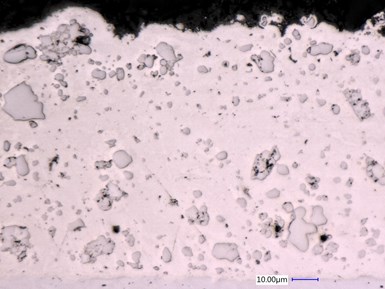
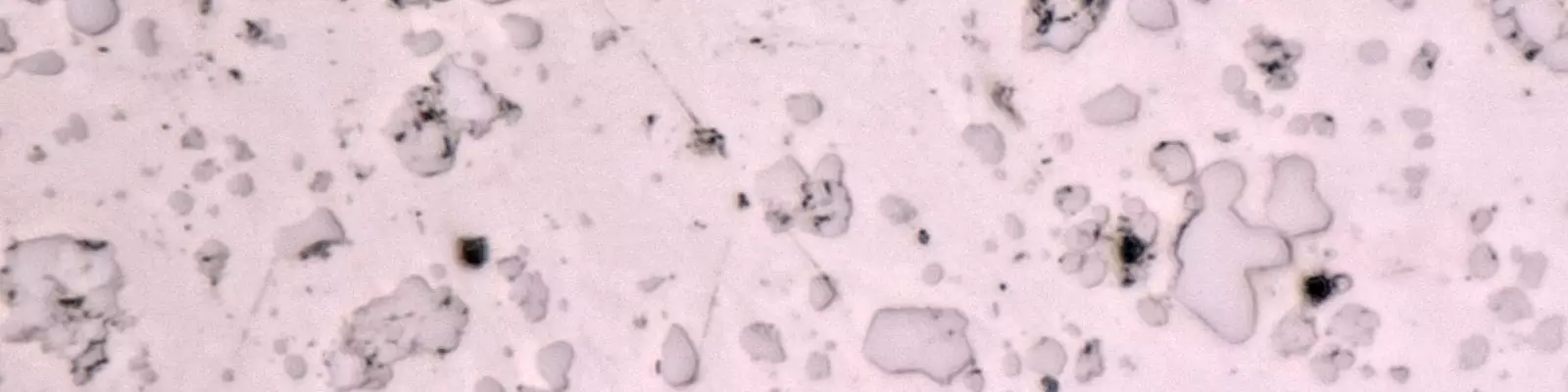
Optical microscope image of a cross-section of cobalt/chromium carbide coating at 2000x magnification. The coating has been applied to a carbon steel panel and then the cross-section has been encased in a black epoxy for better imaging. The majority of the image is a cobalt medium with variably sized particles of chromium carbide distributed throughout. Large particles may actually be numerous particles clumped closely together.
Metal matrix composite coatings can be made from cobalt, nickel tungsten or nickel, which are all electrodeposited as metal matrices and co-deposited with chromium carbide particles during the plating process. The particles become embedded in the metal matrix as it is deposited, using a range of current densities and brush materials.
It is important to note that metal matrices on their own do not have all of the properties necessary to replace hard chrome. However, the embedded chromium carbide particles impart some of the properties, such as improved hardness, that makes it more than a match for hard chrome.
This new generation of solution is contained in tanks which are typically much smaller than traditional tank plating applications, and the majority of which will be enclosed at all times, making it safer for both people and the environment.
A customizable solution
MMCs can also be tailored to suit different applications and performance needs. In addition to being able to control traditional electroplating parameters, the size and concentration of the particles can be used to fine-tune the composition of the chromium carbide deposit. This can then change the properties of the composite for better wear resistance, high temperature performance or mechanical strength. With a low coefficient of friction, high heat conduction, durability and more, this makes MMCs an excellent alternative to hard chromium, especially in extreme applications like aerospace and oil and gas where temperatures can reach upwards of 800°C.
Among metal-matrix composite coatings, plated Co-Cr3C2 has been attractive, because, besides the merits mentioned above, its thermal expansion coefficient (TEC) is very close to that of steel, which is a common base material. A small difference in TEC between the coating and substrate reduces the mechanical stress built up at the boundary when exposed to high temperatures.
It is important to note that, as the amount of chromium carbide increases, the electroplating process should be adjusted. In one experiment observed by SIFCO ASC, the carbide particle was electrophoretically co-deposited along with cobalt on the cathode. These particles were small, in the range of 1 – 6 µm. During electroplating, both particles and solution are constantly delivered through tubing connected to the anode to the part being plated. In a small tank below, particles are kept suspended through constant agitation of the solution.
Plating complex parts
MMCs can be applied through a number of methods, including E-beam, sputtering, thermal spray and chemical vapor deposition (CVD), and tank plating. However, where brush plating holds the advantage is that it is much more agile, controlled and able to repair places where the other methods physically are not able to reach due to complex geometries
One example is the inner diameters (IDs) of components on complex aerospace parts. Typically, high velocity oxygen fuel thermal spraying would be chosen to repair these products, but, due to the geometries and accessibility, the thermal spray guns cannot reach the areas to spray, and so it is not possible to repair through this method.
On the flip side, brush plating is a manual process which allows a technician to make the repairs in-situ and control all the factors, such as the solution’s composition, deposition rate, the current and the anodes. Plus, for IDs, the solution and particles ‘pool’ around on the surface of the complex components, helping it to adhere effectively.
Minimizing downtime
The obvious counterpart to brush plating is tank plating, which uses the same principle of electrolysis. However, when a component undergoes hard chrome plating in a tank, it must be disassembled. Next, the piece must be transported to the plating plant, masked and placed into a tank filled with a chromium plating solution. Once the component has been plated, it is shipped back and reassembled.
In contrast, brush plating with an MMC solution such as SIFCO ASC’s Aeroshield is portable and can be used almost anywhere. It can also be mechanized or automated for minimal operator intervention. Whether it’s in the shop or out in the field, downtime is reduced by masking off only the specific area needing protection or repair, reducing the need to disassemble the machine or transport the parts.
A sustainable solution
Another key benefit of brush plated MMC is that it uses very small volumes of solutions in comparison to tank plating. Whereas hundreds of gallons of solution can be required to fill up a tank, a brush plating system can use as little as one liter of solution, depending on the size and thickness requirement of the area. This saves on space and helps reduce waste in addition to potentially reducing the costs of waste disposal. Storage space is also freed up as there’s no need to store excess chemicals.
While brush and tank plating both require proper ventilation and personal protective equipment, when plating with chrome, OSHA states that employers must “limit eight-hour time-weighted average hexavalent chromium exposure in the workplace to 5 micrograms or less per cubic meter of air.” This becomes even more complicated as the solution in the tank will heat up and cool down, which is out of the operator’s control. All of this puts workers at risk and makes the process even longer.
However, depending on the size of the area and thickness required, an MMC brush plating operation only lasts approximately one hour from start to finish. And since Cr6+ is not an inherent property of the deposit, the environmental and health risk is greatly reduced.
Paired with brush plating, which offers the high degree of flexibility needed for complex parts and operations, MMCs can create a safer, healthier working environment. Whether for OEM or repair applications, the portability, ease of use and small amount of required solution make brush plating an attractive option to consider.
To learn more about SIFCO ASC’s brush plating solutions visit sifcoasc.com








Related Content

Troubleshooting Alkaline Zinc
One of the most common problems that can arise when plating with alkaline zinc is an imbalance of brightener in the solution. In this helpful Ask the Expert article, Chad Murphy of Columbia Chemical discusses how different zinc metal concentrations and brightener concentrations can impact efficiency.
Read More
Possibilities From Electroplating 3D Printed Plastic Parts
Adding layers of nickel or copper to 3D printed polymer can impart desired properties such as electrical conductivity, EMI shielding, abrasion resistance and improved strength — approaching and even exceeding 3D printed metal, according to RePliForm.
Read More
Successful South African Plater Beating the Odds
Remaining focused on quality and reliability, Team Plating Works stays profitable in a volatile and challenging economy.
Read More
A Chromium Plating Overview
An overview of decorative and hard chromium electroplating processes.
Read MoreRead Next

A Conversation for International Women in Engineering Day
SIFCO ASC engineers Dr. Ani Zhecheva Brain and Danijela Milosevic-Popovich discuss the challenges of being a woman in a STEM related field, reflect on the achievements of women in engineering and talk about opportunities for women and girls interested in STEM.
Read More
Sifco ASC's Travel Kits Designed for Quick Repairs
Sifco ASC's brush plating Travel Kits are made in cadmium, zinc-nickel, and silver noncyanide.
Read More
Polamer Precision Incorporates Selective Plating Into Production Line
Global aerospace manufacturing company Polamer Precision, has worked with SIFCO ASC to bring a selective plating process in-house for improved output, lead time and quality control.
Read More