
Electroless Nickel Coatings: Appearance, Gloss and Surface Morphology
For decorative coatings, appearance is the essential purpose for application, but also for functional surface finishes it becomes increasingly relevant as an added value on top of specified technical requirements. Appearance is affected by spectrum and intensity of incident light, roughness and morphology of the coating surface, optical properties of the coating material, eventual superficial oxide films, and individual perception. The predominant factor is surface roughness, which in turn depends on base material roughness, quality of substrate pretreatment, and nucleation and growth kinetics of the electroless nickel (EN) deposit. Interdependency of gloss measurements with roughness measurements and with chemical composition of coatings was investigated for new generation mid-P EN processes and compared to traditional ones.



A Synopsis* of a Presentation given at SUR/FIN 2017 (Atlanta, Georgia)



by
Dr. Iulia Bejan**
Atotech Deutschland GmbH
Berlin, Germany
Editor’s Note: The following is a synopsis of a presentation given at NASF SUR/FIN 2017, in Atlanta, Georgia on June 19, 2017 in Session 2, Advances in Surface Finishing Technology I. A pdf of this brief can be accessed and printed HERE; the complete Powerpoint presentation is available by clicking HERE.
ABSTRACT
Appearance is generally the first property of surface finishes which is evaluated. For decorative coatings it is the essential purpose for application, but also for functional surface finishes appearance becomes increasingly relevant as an added value on top of specified technical requirements. Appearance is affected by spectrum and intensity of incident light, roughness and morphology of the coating surface, optical properties of the coating material, eventual superficial oxide films, and individual perception. The predominant factor is surface roughness, which in turn depends on base material roughness, quality of substrate pretreatment, and nucleation and growth kinetics of the electroless nickel deposit. Interdependency of gloss measurements via optical reflectance with roughness measurements and with chemical composition of coatings was investigated for the new generation of mid-phosphorus electroless nickel (EN) processes and compared to traditional mid-P EN processes.

Introduction
Appearance is the first property of surface finishes judged right after plating. Even for functional surface finishes appearance has become increasingly relevant as an added value on top of the specified technical requirements. The goal of this work is to determine a method to quantify appearance for an objective comparison of electroless nickel (EN) coatings.
The primary term for evaluating coating appearance is gloss, i.e., the specular reflectivity of light on a surface. For EN coatings, this property is dependent on a number of factors, including the substrate (nature of the material, surface roughness, surface texture and its pretreatment); the EN process (chemical composition, operating parameters, age of the bath, presence and the nature of surface active components); the EN coating (its composition, phosphorus content and thickness), as well as the gloss testing itself. The effects of each of these factors was investigated in this study.
Gloss measurement
The optical reflectance was evaluated by use of a Glossmeter, which measures the intensity of the reflected light in a defined angular field around the reflection angle (Fig. 1). The outcome instead is not the intensity but a so-called Gloss Unit value, which is defined as a ratio between the detected signal from the specimen and the signal reflected from a glossy black reference defined to a value of 100 GU for all measurement angles (n = 1.567; λ = 587.6 nm).
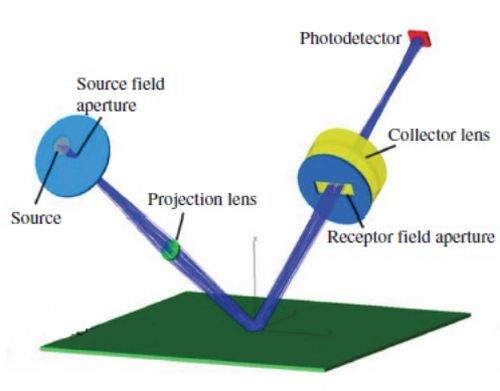
Figure 1 - Glossmeter principles.
Because the substrates in this study were Hull cell and Q-panels, with a directional surface texture imparted by cold rolling, it was necessary to determine whether the angle of incidence and the orientation of the panel itself affected the gloss measurement.
The incident angle determines the measurement area. At 20° to the perpendicular, the elliptical area is smaller than that occurring at 60°. Using these two settings, measurements were made on unplated panels oriented at 0, 45 and 90° to the plane of the light beam. Figure 2 shows that the Q-panel at 60° was particularly sensitive to panel orientation. This setting was not used in the remainder of the study.
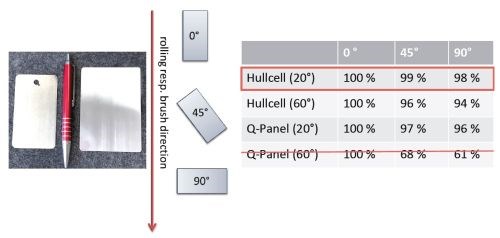
Figure 2 - Effect angle of incidence and panel orientation on glossmeter readings.
The mean RMS surface roughness (SA) of an uncoated Hull cell panel was found to be lower than that of an uncoated Q-panel by a factor of 3.5-4.0. Accordingly, the Hull cell panel at both 20 and 60° was less sensitive to the orientation of the panel rolling texture.
Experimental
Typically, mid-P EN deposits (5-10 wt% P) appear to be very reflective and therefore this type of electrolyte was mostly applied in this study. The optical and surface properties of high and low-P EN coatings were investigated for comparison. Gloss measurements were taken in the center and in from the four corners of the Hull cell and Q-panels.
In addition to measuring gloss, surface roughness was determined by atomic force microscopy (AFM), interferometry and optical scatterometry. Deposit thickness and wt% phosphorus were measured using x-ray fluorescence.
Substrate material and roughness
There was a distinct correlation between substrate roughness and the gloss measurement. High Gloss Unit Values were exhibited by the smoother Hull cell panels. This further shown in Fig. 3, where data for electroless nickel and other plated coatings are added to this analysis. It will be noted that the mid-P EN coating exhibits the highest reflectance of the three EN coatings studied.
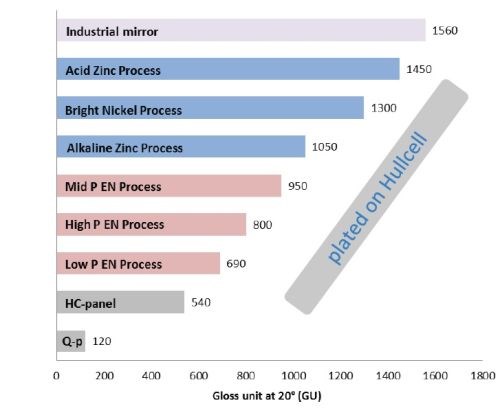
Figure 3 - Brightness range of common metallic surfaces.
EN coating thickness
Gloss increased with EN coating thickness, leveling to a maximum at approximately 30 μm for both the Hull cell and Q-panels. As noted in Fig. 4, the first 2 μm of EN enhanced the gloss unit value of the Hull cell panels by 50%, whereas a 33% enhancement occurred for the Q-panels, with a higher substrate surface roughness. Comparable Aq data for laser-based scatterometry, with its high measurement speed, showed similar results (Fig. 5). These results are confirmed visually in Fig. 6 for both Hull cell and Q-panels.
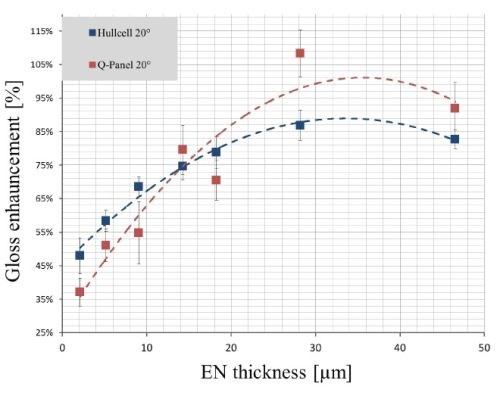
Figure 4 - Gloss enhancement vs. EN thickness via gloss-meter measurements.

Figure 5 - Relative Aq value vs. EN thickness via laser scatterometry.


Figure 6 - Surface appearance vs. EN thickness for (L) Q-panels and (R) Hull cell panels.
Bath age, bath volume and phosphorus content
The basic chemistry for electroless nickel is given as:
NiSO4 + 3 NaH2PO2 + 3 H2O → Ni↓ + 2 H2↑ + H2SO4 + 3 NaH2PO3 (1)
The chemical changes as the bath ages are shown in Fig. 7 for eight metal-turnovers (MTO). During operation the nickel and hypophosphite concentrations are properly maintained. Over time, the orthophosphite content increases at about 0.3M/MTO. The sodium and sulfate contents also increase, at 0.3M and 0.1M per MTO, respectively. The total salt content (black line) rises steeply with age. At 1.25 g/cm3 of total salts, performance issues of stability, deposition rate and appearance become of significant concern.
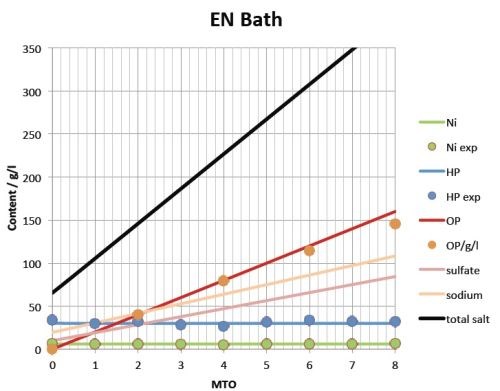
Figure 7 - Chemical changes in an electroless nickel bath over eight metal turnovers (MTO).
In terms of appearance, the gloss value decreases with bath age, as seen in Fig. 8 for two mid-P EN baths and two bath volumes, expressed in terms of g/L of nickel plated. For a given bath volume, the declining trend is clear. On the other hand, bath volume had only a marginal effect on the gloss value.
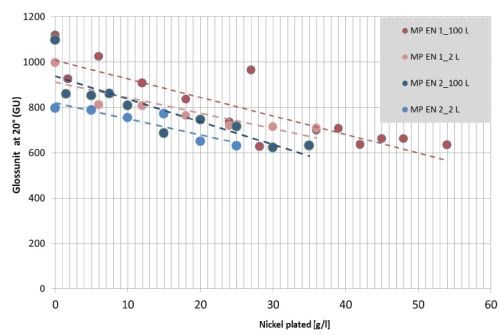
Figure 8 - Effect of bath age and bath volume on EN deposit reflectivity.
Figure 9 shows the effect of phosphorus content on gloss reflectivity. The mid-P EN (5-10 wt%) deposit exhibits the highest gloss, as has been noted earlier. Next is high-P (>10 wt%) and then low-P (2-4 wt%) EN deposits. An examination of the phase diagram in the inset of Fig. 9 indicates that each of these deposits exists in different phases: low-P EN exhibits a microcrystalline structure (ß), mid-P EN consists of mixture of crystalline and amorphous phase (γ) with fine crystallites which disappear completely at about 11% P in the coating which turns into so called metallic glass, a completely amorphous structure. Accordingly, the morphology would has indirectly a big impact on EN appearance.
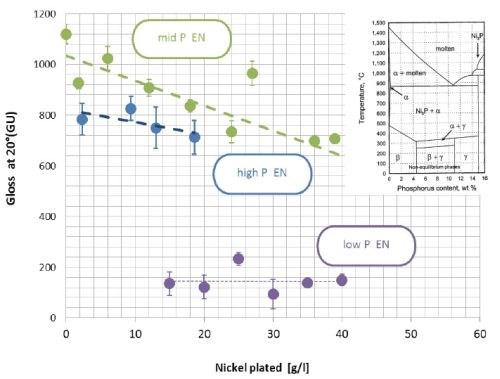
Figure 9 - Effect of phosphorus content on EN deposit reflectivity.
Surface active components
Surface active components, or surfactants, are often used in process solutions to lower surface tension, thereby improving the wetting of the substrate/solution interface. in electroless deposition, improved wetting can produce reduced surface roughness. Gloss measurements were made for electroless nickel deposits with and without the addition of a surface-active agent. The results are shown in Fig. 10, including a bare Hull cell substrate test. Electrolyte D contained no surfactant, but, as expected, the gloss reflectivity improved. Electrolyte A, with a surfactant, significantly increased reflectivity to the boundary between technical brightness (500-1000 GU) and mirror brightness (1000-1500 GU).
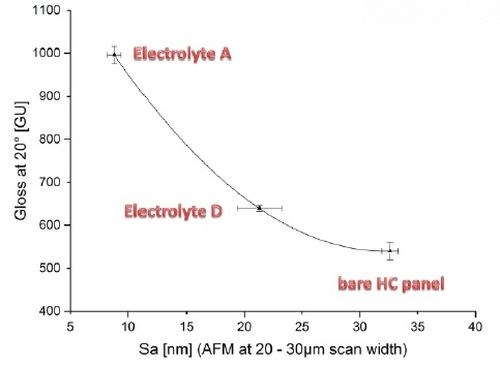
Figure 10 - Effect of surface active agent on the surface roughness and gloss unit value of EN coatings: Electrolyte D with and Electrolyte A without surfactant present.
Gloss-Roughness Correlation
A deeper look into roughness measurements revealed that micro-roughness measurements at low lateral resolution (>1 µm) which is very fast and representative for a certain surface area compared to the measurements methods with a high lateral resolution (< 1µm) correlates with gloss values for huge differences in roughness (e.g. Hull cell panel vs. Q-panel) (Fig. 11), but it shows no correlation for moderate differences in roughness and gloss levels (Fig.11). Five Hull cell panels with gloss values between 550 and 920 GU show average roughness Ra from 70 to 78 nm but the values do not correlate.
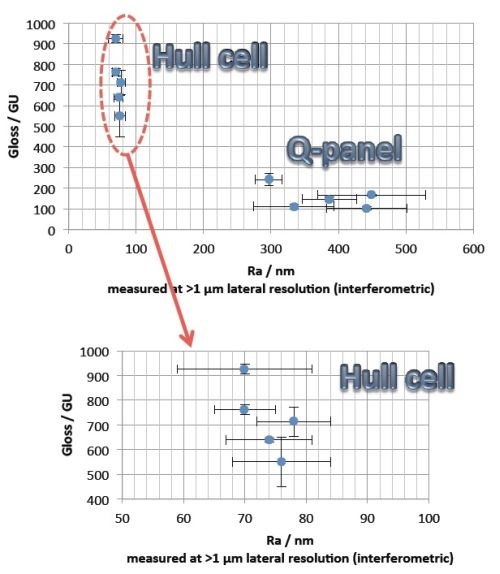
Figure 11 - Correlation gloss - roughness at low lateral resolution for Hull cell vs Q-panel.
Summary
The goal of this work was to determine a method to quantify appearance for an objective comparison of electroless nickel (EN) coatings. Gloss measurement was found to be effective in quantifying appearance via surface reflectivity. It was found that gloss was dependent on many variables, including the nature of the substrate, surface roughness and coating morphology, deposit thickness, and operating variables such as bath age. The measurement was also sensitive to the settings of the test equipment.
About the author / presenter
Dr. Iulia Bejan is a scientist in the R&D Wear Resistant Coatings Department at Atotech Deutschland GmbH in Berlin, Germany. Her schooling involved studies of chemistry at Julius Maximilians Universität Würzburg with an emphasis on inorganic chemistry. Her recent work at Atotech has dealt with the development of new high- and mid-phosphorus electroless nickel processes.
*Compiled by Dr. James H. Lindsay, NASF Technical Editor
** Corresponding author:
Dr. Iulia Bejan, Scientist
Atotech Deutschland GmbH
Erasmusstraße 20
Berlin, Berlin 10553 Germany
Phone: +49(0)30-349851519
Mobile: +49(0)172-4614223
Email: Iulia.bejan@atotech.com








Related Content

Connect, Collaborate and Contribute to the Industry at SUR/FIN 2024
Atlanta, Georgia, is the home to this year’s NASF SUR/FIN conference and trade show.
Read More
Take Full Advantage of Industry Events
As travel plans ramp up for the year, what industry events will you attend? Products Finishing offers a quick look at some of the upcoming opportunities for 2024.
Read More
Development of a Novel Hexavalent-Chromium-Free Aluminum Sacrificial Paint
Hexavalent chromium is a known carcinogen, repro-toxin, and mutagen. Its elimination is of high importance to the aerospace industry, which has struggled to find high performing alternatives. Legacy aluminum sacrificial paints have traditionally utilized hexavalent chromium to prevent corrosion and coatings which are equal to or better than have been difficult. This first paper discusses the novel process from the supplier point-of-view.
Read More
SUR/FIN 2023: Capsules from the Technical Sessions I: Emerging Technologies
SUR/FIN 2023 in Cleveland this past June was a resounding success. Due to the efforts of the Technical Activities Committee, ably led by Bill Nebiolo this year, an outstanding program of technical presentations was offered. What follows are summaries of selected presentations from the Emerging Technologies sessions. Additional coverage will be provided in this space in the coming months. The full report can be accessed and printed at short.pfonline.com/NASF23Aug1.
Read MoreRead Next

Education Bringing Cleaning to Machining
Debuting new speakers and cleaning technology content during this half-day workshop co-located with IMTS 2024.
Read More
Delivering Increased Benefits to Greenhouse Films
Baystar's Borstar technology is helping customers deliver better, more reliable production methods to greenhouse agriculture.
Read More
Episode 45: An Interview with Chandler Mancuso, MacDermid Envio Solutions
Chandler Mancuso, technical director with MacDermid Envio discusses updating your wastewater treatment system and implementing materials recycling solutions to increase efficiencies, control costs and reduce environmental impact.
Read More