
Engineered Shaped Grain Abrasives Take Grinding Productivity to New Heights
Unique three-pointed curved grain approach offers advantages for tough grinding applications.




Norton RazorStar belts are well suited for challenging off-hand and automated grinding applications. Photo Credit: All images Norton | Saint Gobain Abrasives
While creating a shaped grain may be nothing new in the world of abrasives, the optimum shape for that grain has been elusive until recently. A new three-pointed curved grain approach has shown impressive advantages including in tough grinding applications. This grain technology was unveiled by Norton | Saint-Gobain Abrasives as part of its RazorStar coated abrasive line that includes belts, fiber discs and quick-change discs.
Combining razor-sharp grains along with a supersized grinding aid can help significantly reduce heat generation for cooler cuts and longer life on a range of materials such as carbon steel, aluminum, stainless steel, nickel alloys and other hard-to-grind metals.



RazorStar fiber discs, quick-change discs and belts feature engineered shaped ceramic grain to increase grinding performance.
Enabling exceptionally high cut rates and material removal, the engineered shaped grain in Norton RazorStar belts and discs features a consistent shape from grain-to-grain along with razor-sharp cutting points. For long, abrasives life, the patented geometry and tough micro-structure enable the grain to stay sharp, as new cutting points are exposed when the grain fractures. These abrasive products also feature a high concentration of grains that are oriented in an upright position, so the abrasives are ready to cut and aggressively perform at their sharpest point.
This ceramic-based star-shaped grain is designed to improve grinding with coated abrasives across a range of industries. In several instances of tough foundry applications, RazorStar products are able to compete with bonded abrasive wheels for material removal rate (MRR) and overall value. Tests conducted by the Norton Abrasive Process Solutions (APS) team in robotics labs have shown the products to consistently outperform other abrasives because of the combination of several abrasive disciplines such as grain shape, grain application, tough backing and grinding aid.
The APS Program draws upon the experience of the Norton team along with access to 30 different machines, and an APS Robotic Automation Cell located at the Higgins Grinding Technology Center in Northborough, Massachusetts. The APS team provides abrasive process development, optimization, automation and in-house testing. Services encompass the testing and optimization of new abrasives, improving quality and/ or throughput, and exploring new and customized processes.
Application testing
In the Norton APS Robotics Lab, all types of abrasives can be tested head-to-head on the same part. When testing various bonded abrasive wheels against RazorStar belts, even with belt change time considered, part production with the belt performed better, provided additional value because of the improved cut rate, and in many cases, produced a better final finish.
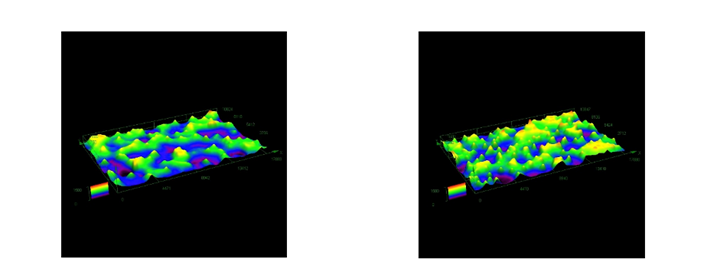
These height maps show a traditional shaped grain belt (left) vs. RazorStar belt (right). There are more standing grains in the RazorStar belt due to the highly upright orientation.
Steel casting material removal
A foundry customer approached the Norton APS team seeking a more productive solution for removing four pounds of cast steel from a part gate area that they were manually using bonded wheels to accomplish. While the team pursued the use of various high cut bonded wheels, a RazorStar belt was also applied to the test, removing more material in a shorter time frame.
Using a firm serrated rubber contact wheel and running the R990S RazorStar 36+ grit coated abrasive belt at a higher horsepower rate produced a high MRR. While the MRR was enhanced via the additional horsepower, significant MRR was achieved even when the RazorStar belt was run at half of the final selected horsepower. It is significant to note that when running at horsepower ranges near 100, the backing on the belt was able to withstand the pressure and force.
The improved process results from the lab tests resulted in a newly designed automated system incorporating the RazorStar belt. The result for the customer was improved operator safety by removing manual grinding operations from the application, while receiving substantial ROI.

RazorStar belts in an automated setup at the Norton APS Lab.
Cobalt nickel chrome alloy
Another example of grinding performance that can be achieved with RazorStar is demonstrated when grinding cobalt nickel chrome alloy on a robotic backstand grinding machine. The foundry customer had been using a traditional 36+ grit belt for this application. The APS team recommended that the foundry cast part be ground with a 36+ grit ceramic based RazorStar belt at an approximately 50 pounds of pressure setting. In doing so, a substantial cycle time improvement was achieved, leading to a 44% total cost savings per part and an improvement of 30% more parts per belt.
Stainless steel casting gate removal
Heat is the enemy in most grinding operations, and the star-shaped engineered ceramic grain of RazorStar belts produces high MRR on tough metal with less pressure, resulting in less heat. The grain shape in addition to the high percentage of grains that remain upright when cutting provides an advantage, particularly for aerospace, defense and gas turbine manufacturing applications. In a stainless steel (15-5 PM [powder metallurgy]) casting gate removal example, thesebelts removed over 38 grams of material where in the same amount of time other 36+ coated conventional ceramic abrasive belts only removed 18.6 and 15 grams. In addition, the RazorStar belt temperature remained low during the grinding process while high temperatures were observed with the conventional ceramic abrasive products.
3D-printed parts
When asked by an automation integrator to help find the best method to grind rough 3D-printed Inconel parts, Norton determined that using a PushCorp RBS unit for driving a RazorStar belt could minimize heat and achieve an accurate and consistent MRR. With the belt, 0.250 inch to 0.333 inch of the stacked 3D printed material was removed in one to two passes and held to a surface level tolerance of ±0.065 inch. Ideal for robotic setups, the parts were processed and returned to the customer and their automation integrator, demonstrating that they could successfully build a robot system using a RazorStar belt.
Steel frame weld elimination with discs
High-quality results were also achieved when using RazorStar discs for weld removal. In an application driven by the PushCorp spindle motor, a 36+ grit disc left a mid-30 Ra (min) surface finish which was then final finished to 9 Ra using a Norton Vortex Non-Woven Flap disc. This final finish was four times smoother than the customer’s previous two-step method and was completed approximately twice as fast on the thick sheet steel component compared to their previous method.
Demands for more efficiency and consistency in quality in surface grinding only continue to increase. Engineered shaped ceramic grain abrasive products such as the ones described can provide an edge with fast cutting, smoother finishing and provide many advantages for grinding operations.








Related Content

Wall Colmonoy Hires Business Development Manager, Surfacing Products
Wall Colmonoy welcomes Josh Gardner as its business development manager of surfacing products.
Read More
Understanding Shot Peening
A look inside shot peening — a process of “hammering” of work pieces with precisely defined blast media.
Read More
Having a Blast: Best Practices for Media Blasting
5 considerations for media blasting as surface preparation for coatings.
Read More
Hubbard-Hall Technical Team Adds Senior Chemist to Staff
David Keller is joining the Hubbard-Hall technical team as a senior chemist.
Read MoreRead Next

Achieving a Mirror Finish
New buffing technology minimizes clean-up and improves quality, cycle time and finish on automatic/robotic applications.
Read More
Tips for Choosing Abrasive Blasting Safety Equipment and Safety Procedures
Selecting new blasting equipment? Lane Barnholtz of Clemco Industries, manufacturer of air-powered abrasive blasting equipment, offers insights for choosing the correct equipment for your needs.
Read More
How to Maintain Vibratory Finishing Media
Vibratory finishers and vibratory media require cleaning and maintenance to function properly. Here are tips to keep yours running well.
Read More