
Functional Trivalent Chromium Electroplating of Internal Diameters
This paper discusses recent research work on the development of a functional trivalent chromium plating process from a trivalent-based electrolyte to replace hexavalent chromium plating. Hexavalent chromium plating has been used for many years to provide hard, durable coatings with excellent wear and corrosion resistance properties. However, hexavalent chromium baths have come under increasing scrutiny due to the toxic nature of the bath, effects on the environment and workers’ health. In this paper are results from our development program aimed at achieving properties comparable to existing hexavalent chromium plating for functional applications. Specifically, recent efforts in plating chromium on the internal surfaces of cylindrical parts will be presented, as well as wear test data.



by Burhanuddin Kagajwala, Timothy D. Hall, Maria Inman and E.J. Taylor (Faraday Technology Inc.); Bruce Griffin (The Boeing Co.); George Cushnie and Randal Taylor (Advanced Tooling Corp.); and Mark Jaworowski and Joe Bonivel (United Technologies Research Center)
This paper is a peer-reviewed, edited and updated version of a presentation delivered at NASF SUR/FIN 2012 in Las Vegas, Nev., on June 12, 2012.
Characterization test (per Standard) | Faraday’s Trivalent Chromium Plating |
Thickness (per AMS 2460, 3.4.1) | Comparable to hexavalent chromium plating. |
Knoop hardness (per AMS 2460, 3.4.3) | Comparable or superior performance to hexavalent chromium plating (800-1000 KHN; average 947 KHN) |
Hydrogen embrittlement (per ASTM F519 1a.1) | Comparable performance to hexavalent chromium plating. |
Porosity (per AMS 2460, 3.4.4) | Comparable performance to hexavalent chromium plating. |
Adhesion (per ASTM B 571) | Comparable performance to a baked hexavalent chromium deposit. |
Corrosion resistance (ASTM B117) | Comparable performance to a baked hexavalent chromium deposit. |
Plating rate | 3.5 mil/hr compared to 1 mil/hr. |
Current efficiency | 42% compared to 15% for hexavalent chromium plating. |
Hexavalent chromium formation | After 1400 A-hr, no observed Cr+6 formation. |
Taber abrasion test (ASTM D4060) | Comparable performance to a baked hexavalent chromium deposit. |
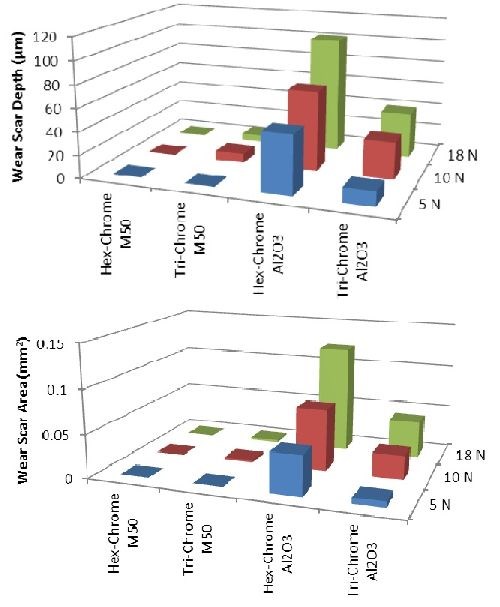
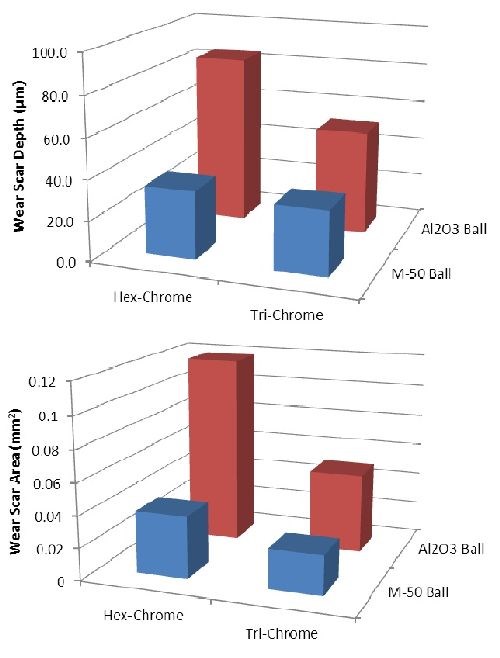
Reciprocating ball-on-flat (ASTM G133) | Comparable performance to a baked hexavalent chromium deposit. |
Oscillation (Dithering wear test) | Comparable performance to a baked hexavalent chromium deposit. |
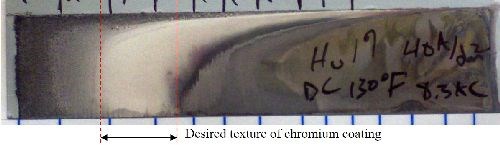
Hz, this finish brightened to a more ideal chromium finish. A possible explanation for the observed uniformity difference between the chromium coating prepared using DC and low frequency PC waveforms versus high frequency PC processing conditions could be related to the depletion of the Cr+3 ion concentration near the plated surface. At the higher frequencies, the effective boundary layer thickness is smaller, such that the Cr+3 ions from the bulk solution are closer to the surface, and therefore more readily available for deposition. However, other mechanistic considerations may explain the observed phenomena, such as a decrease in the grain size of the deposit with increasing waveform frequency.

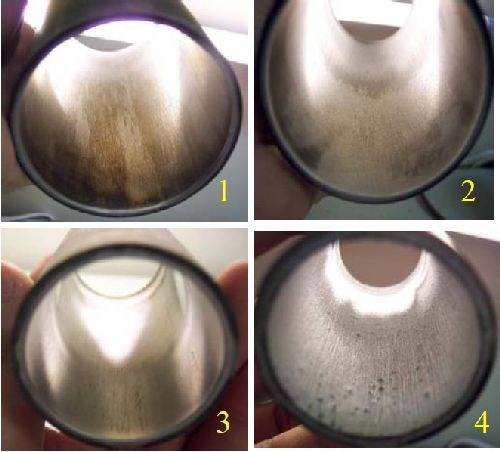
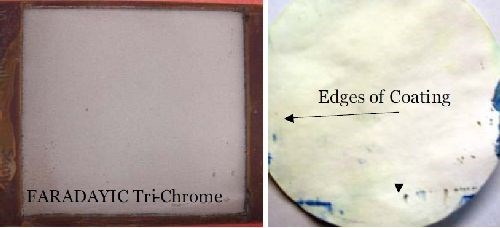
In order to demonstrate scalability, the best processing parameters from the initial studies were used to evaluate the effect of changing the diameter and length of the steel pipe. Figure 6 shows the deposited chromium coating on the internal diameter of pipes with various dimensions, for the same set of processing conditions, demonstrating the potential of our trivalent chromium plating process to produce a visually uniform and ideal chromium coating along the length of the pipe, regardless of the dimensions.

The samples underwent a hydrogen stress relief bake at 190°C (375°F) for 24 hr of post-plating, before performing the analysis tests. This bake is standard practice in the chromium plating industry. Characterization included a microstructural analysis of the coating cross section, and an evaluation of the physical properties (hardness, porosity, adhesion, wear resistance) of the coating.
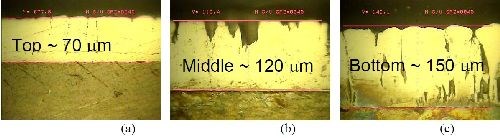
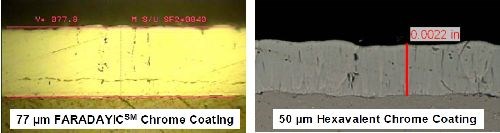
Figure 7 shows the microstructure of the chromium coating produced on a 1½ in. ID pipe with a 6 in. length, with respect to position in the pipe. The microstructure of the coating at the top of the pipe (Fig. 7a) is structurally equivalent to coatings obtained from conventional hexavalent chromium plating processes (Fig. 8). Note that each chromium coating from Fig. 8 shows a dense coating with small micro-cracks. These shallow cracks have been shown to allow the coating to have lower internal stresses, higher lubricity and better wear and corrosion resistance. The microstructure observed in Fig. 7b (middle) has the potential to be sufficiently wear resistant, though the non-uniform deposit on the top of the coating could be a cause for concern. Figure 7c (flow entry) demonstrates a coating with large thru-cracks that may impair the coating wear resistance. This growth behavior is speculated to be a result of electrolyte turbulence at the inlet, and should be readily solvable using cell modifications commonly used in industry.
The Aerospace Material Specification (AMS) 2460 standard is used to determine if a chromium coating is acceptable for use in wear applications within the aerospace community. Several AMS 2460 protocols were used to determine if the physical properties of our trivalent chromium coating had the potential to meet or surpass the properties of a conventional hexavalent chromium coating. We performed (1) the ferrocyanide porosity test (AMS 2460: Section 3.4.4.2), (2) bend to break adhesion (AMS 2460: Section 3.4.2 per ASTM B571), (3) a Knoop hardness test (AMS 2460: Section 3.4.3 per ASTM E384), and a number of wear tests including Taber abrasion (ASTM D4060), ball-on-disc (ASTM G133) and oscillation/dithering wear.

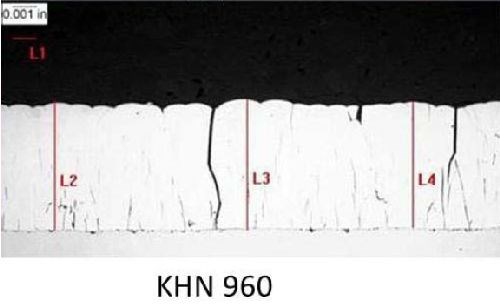
Taber abrasion wear resistance: Under funding from the National Center for Manufacturing
Sciences, we have demonstrated performance equivalent to hexavalent chromium coatings for the Taber abrasion test, an industry standard test for wear resistance. Figure 11 shows the cross-section and micro-hardness value for the Taber Abrasion test sample, with the wear test results documented in Fig. 12 and compared to a conventional hexavalent chromium coating, prepared by Fountain Plating. The assessment of the Boeing engineers who conducted the test is that the Faraday trivalent chromium plate performed as well as the hexavalent chromium plate. The wear index number of 3.01 was greater than that of the conventional hexavalent chrome plate at 1.43. This is believed to be due to coating edge spall on the trivalent chromium coated test panel, which was slightly smaller than the size required for the test. This separation of the trivalent coating near the edge of the plate did not appear to affect the wear resistance of the coating over the bulk of the panel. Larger trivalent chromium plated panels are currently being prepared to verify the equivalent wear resistance of the trivalent chromium plate as compared to hexavalent chromium.

1. L.R. Ember, Chemical and Engineering News, February 18, 1991.
.jpg;maxWidth=600)




.jpg;maxWidth=600)

















Related Content

Products Finishing Reveals 2024 Qualifying Top Shops
PF reveals the qualifying shops in its annual Top Shops Benchmarking Survey — a program designed to offer shops insights into their overall performance in the industry.
Read More
3 Tests to Ensure Parts are Clean Prior to Plating
Making sure that all of the pre-processing fluids are removed prior to plating is not as simple as it seems. Rich Held of Haviland Products outlines three tests that can help verify that your parts are clean.
Read More
Nanotechnology Start-up Develops Gold Plating Replacement
Ag-Nano System LLC introduces a new method of electroplating based on golden silver nanoparticles aimed at replacing gold plating used in electrical circuits.
Read More
A Chromium Plating Overview
An overview of decorative and hard chromium electroplating processes.
Read MoreRead Next

Education Bringing Cleaning to Machining
Debuting new speakers and cleaning technology content during this half-day workshop co-located with IMTS 2024.
Read More
Delivering Increased Benefits to Greenhouse Films
Baystar's Borstar technology is helping customers deliver better, more reliable production methods to greenhouse agriculture.
Read More
Episode 45: An Interview with Chandler Mancuso, MacDermid Envio Solutions
Chandler Mancuso, technical director with MacDermid Envio discusses updating your wastewater treatment system and implementing materials recycling solutions to increase efficiencies, control costs and reduce environmental impact.
Read More